AI 3D Printing Comparison 2026: Which AI Tool Is Best for Making Things
swiftwand swiftwand.ai
Additionally, a camera captures the moment a print fails. AI makes the judgment. The printer stops. In 2026, this much is routine. Obico’s failure detection AI detects spaghetti-ing and pauses the print. Bambu Lab’s AMS Lite auto-detects filament runout. But here, a fundamental question arises: “Instead of just detecting and stopping, can’t it autonomously correct?”
In our previous article on 3D generative AI foundation models, we explained how AI has entered the stage of “understanding” 3D shapes. This article shifts perspective to the printing process itself, thoroughly dissecting AI 3D print real-time correction — the “closed-loop” technology for in-print auto-correction.
Current FDM printers operate as open-loop systems: send G-code, execute blindly, and hope for the best. Closed-loop printing adds sensors that monitor the process and AI that adjusts parameters in real-time. The difference is like driving with your eyes closed versus watching the road.
| Aspect | Open-Loop | Closed-Loop |
|---|---|---|
| Feedback | None during printing | Continuous sensor monitoring |
| Error response | None (or manual stop) | Automatic parameter adjustment |
| Quality consistency | Variable | Converges to optimal |
Key Point

CMU researchers built a multi-agent LLM system that monitors printing via camera and autonomously adjusts parameters. The system uses GPT-4o as its foundation, with specialized agents handling different aspects of the correction pipeline.
Vision-Language Model (VLM) Agent: Analyzes camera images to detect defects and evaluate print quality. Detection categories include under-extrusion (gaps between layers from insufficient flow), over-extrusion (surface bulging from excess material), delamination (poor layer adhesion from temperature or cooling issues), stringing (thin threads from insufficient retraction), and warping (corner lifting from temperature imbalance).
Similarly, the VLM classifies these defects from images and scores severity on a 5-point scale. Its greatest feature is versatility — no pre-training needed, instantly adapable to new printers and filaments.
Key Point
Planner Agent: Evaluates printer state (temperature, flow rate, extrusion speed) and formulates correction action plans. When VLM reports “under-extrusion, severity 3,” the planner generates specific parameter changes: “increase nozzle temperature by 5°C,” “change flow rate to 105%,” “reduce print speed to 80%.”
Executor Agent: Converts plans to G-code commands and sends them to the printer in real-time. For example, “increase nozzle temperature by 5°C” becomes M104 S205, “flow rate 105%” becomes M221 S105. Injected into the printer’s command queue via Klipper gcode_macro or OctoPrint API.
Maestro Agent: Orchestrates the whole system, controlling agent activation based on situation. Minor defects (severity 1-2) activate only the planner for fine-tuning; critical defects (severity 4-5) activate all agents for comprehensive correction.
In particular, the results are remarkable. Parts manufactured with this system achieved 5.06x peak load capacity compared to standard open-loop printing. This comes from real-time correction of under-extrusion and delamination during printing, optimizing inter-layer adhesion.
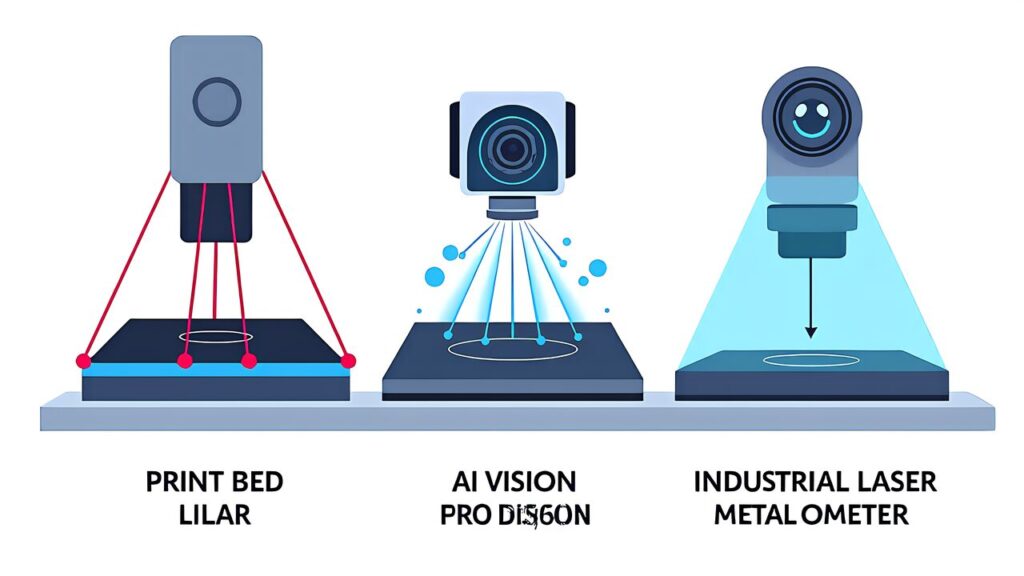
The X1 Carbon’s micro-LiDAR system uses dual lasers at 850nm wavelength to scan each layer at micrometer resolution. It detects first-layer adhesion, layer height deviations, and nozzle clogs. When anomalies are detected, Bambu Studio sends alerts. However, current firmware stops at notification — no automatic correction. This is why it’s called “partial closed-loop.”
An analog force sensor at the nozzle tip provides redundant measurement alongside LiDAR, cross-checking two independent readings to compensate for LiDAR optical detection errors (e.g., reflections on high-reflectivity materials).
Key Point
Specifically, Obico works by simply adding a webcam to existing printers. An AI model trained on hundreds of thousands of 3D print images continuously analyzes the webcam feed, calculating failure probability scores. It auto-pauses printing when thresholds are exceeded. Self-hostable on Raspberry Pi 5 (8GB, ~$85-107), eliminating cloud dependency. Integrates with OctoPrint for printer farm monitoring.
Limitation: Obico’s current capability is “detect → notify → stop.” No automatic parameter correction is implemented.
Industrial metal 3D printers (EOS, SLM Solutions) implement layer-by-layer measurement with laser interferometry and real-time melt pool monitoring. This is the current benchmark for “complete closed-loop” — but these systems cost tens of millions of yen, far beyond individual makers.
PLA has a wide nozzle temperature tolerance (190-220°C) where ±10°C variations don’t cause fatal quality loss. Shrinkage is ~0.3%, minimizing warping. Ideal starting material for closed-loop experiments.
Narrower processing window (240-260°C), significant warping risk. Requires heated chamber for consistent results. Closed-loop systems must manage ambient temperature alongside nozzle temperature.
Moisture absorption dramatically changes printing behavior. Even small humidity variations during a multi-hour print can shift parameters. Closed-loop systems need humidity sensors alongside visual monitoring.
Bowden tube systems struggle with TPU’s flexibility. Direct drive is required. The elastic deformation makes retraction nearly impossible, and stringing detection/correction becomes exceptionally complex.
The simplest entry point. Install Obico on a Raspberry Pi 5 with a webcam for automated failure detection and print pausing.
Klipper enables real-time parameter changes during printing via G-code macros. Key capabilities include Pressure Advance (automatically adjusting extrusion for speed changes), Input Shaper (resonance compensation using ADXL345 accelerometer), and real-time parameter modification via Moonraker API.
Key Point
CMU’s framework is GPT-4o-based and technically reproducible with Raspberry Pi 5 + webcam + ChatGPT API (or local VLM). Challenges remain: API latency (seconds of delay), G-code injection requires Klipper API, and safety risks from incorrect AI corrections.
VLM misidentifying normal printing as “defective” can trigger unnecessary corrections that actually cause problems.
The system over-corrects, then over-corrects the over-correction, oscillating between extremes. Proper PID-like damping is essential.
AI-commanded temperature increases without proper limits could cause thermal runaway — a serious fire hazard.
The shift from open-loop to closed-loop printing represents a fundamental change in what’s achievable with desktop FDM. When every layer is monitored and corrected, consistency becomes the default rather than the exception.
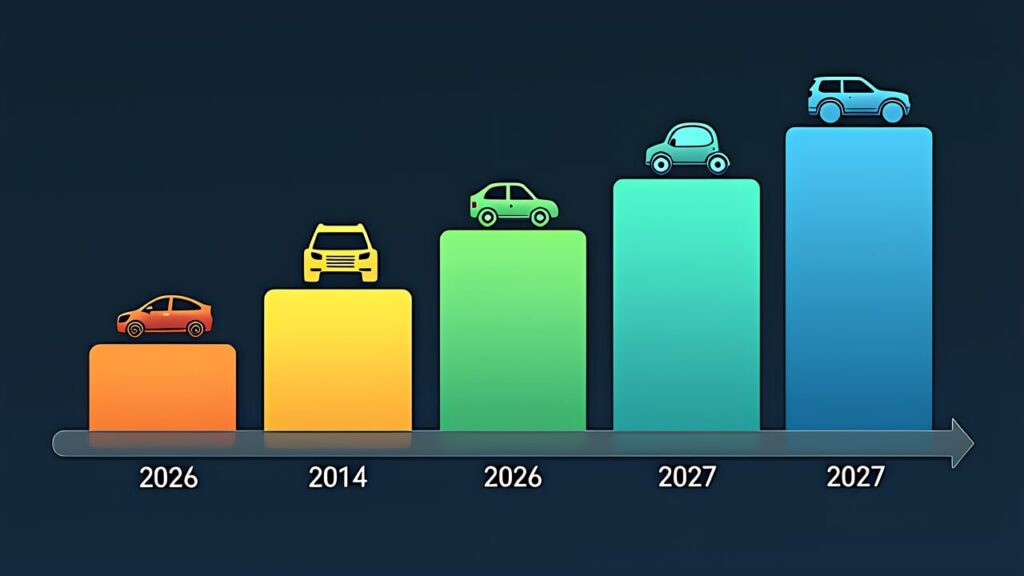
| Technology | 2026 Status | Expected Timeline |
|---|---|---|
| Camera AI failure detection | Production ready (Obico) | Available now |
| LiDAR layer monitoring | Partial implementation (Bambu Lab) | Full closed-loop: 2027 |
| LLM-based correction | Research stage (CMU) | Open-source: late 2026 |
| Full autonomous correction | Industrial only | Consumer: 2028+ |
For more information, visit Obico Official.