3Dプリンターで作る実用的アイデア集:趣味から生活雑貨まで【初心者必見】
swiftwand swiftwand.ai

初心者が意外と悩むのがフィラメントの色選びです。最初の1本には白またはグレーがおすすめです。白は積層痕が目立ちにくく、後からアクリル絵の具やラッカースプレーなどで自由自在に塗装できるのも魅力です。グレーは設計確認用の試作に最適で、寸法の狂いや表面の荒れが視認しやすいという利点があります。
黒いフィラメントは完成品の見栄えが良い反面、印刷中に発生する糸引きやズレなどの不具合が発見しにくいというデメリットがあります。透明やクリアカラーのフィラメントは、温度設定が非常にシビアで3Dプリンター初心者には扱いが難しい傾向があります。まずは不透明で扱いやすい標準色で経験を積み、慣れてきたら特殊カラーに挑戦するのが上達への確実な近道といえるでしょう。
3Dプリンター初心者が最もやりがちな失敗は、フィラメントの保管を怠ることです。開封後のPLAを室内にそのまま放置すると、わずか2週間から3週間程度で目に見えて吸湿が進み、印刷時にパチパチと音がするようになります。この状態で印刷すると表面に細かい気泡が無数に入り、見た目の仕上がりが大幅に劣化してしまいます。
筆者自身も初期の頃、5本のフィラメントを机の上に並べて保管していた時期がありました。梅雨の時期に一気に品質が落ち、すべて使い物にならなくなり数千円分以上を無駄にした苦い経験があります。この経験から、密閉容器とシリカゲルを組み合わせた徹底的な保管管理を習慣にするようになりました。
日本の気候では季節ごとに湿度が大きく変わるため、保管方法も調整が必要です。梅雨から夏にかけては湿度が70パーセントを超える日が続くため、密閉容器内のシリカゲルを週1回は交換しましょう。冬場は比較的乾燥していますが、暖房による結露に注意が必要です。温度差が激しい窓際での保管は避け、室温が安定したクローゼットや棚の中段などを保管場所として選びましょう。
長期保管する場合は、フィラメントを真空パック機で密封するのが最も効果的です。100均の衣類用圧縮袋でも代用可能で、シリカゲルと一緒に入れれば半年以上品質を維持できます。使用前にフィラメントドライヤーで2時間から4時間乾燥させると、吸湿したフィラメントでも復活させることが十分に可能です。特にナイロンやTPUなど吸湿しやすい素材では乾燥工程が重要になります。
3Dプリンターを購入したものの、どのフィラメントを選べばいいのか迷っていませんか?
PLAやABS、PETG、TPUなど様々な種類があり、それぞれの特性や使い分けが分からないと感じている方も多いでしょう。
また、印刷中に突然フィラメントが詰まったり、造形物の品質が安定しないといったトラブルに悩まされることもあります。
本記事では、3Dプリンター初心者の方でも理解できるよう、主要なフィラメントの特徴や選び方、適切な保管方法、そして一般的なトラブルシューティングまで徹底解説します。
この記事を読めば、あなたの用途に最適なフィラメントを選び、高品質な3D造形を実現するための知識が身につくでしょう。
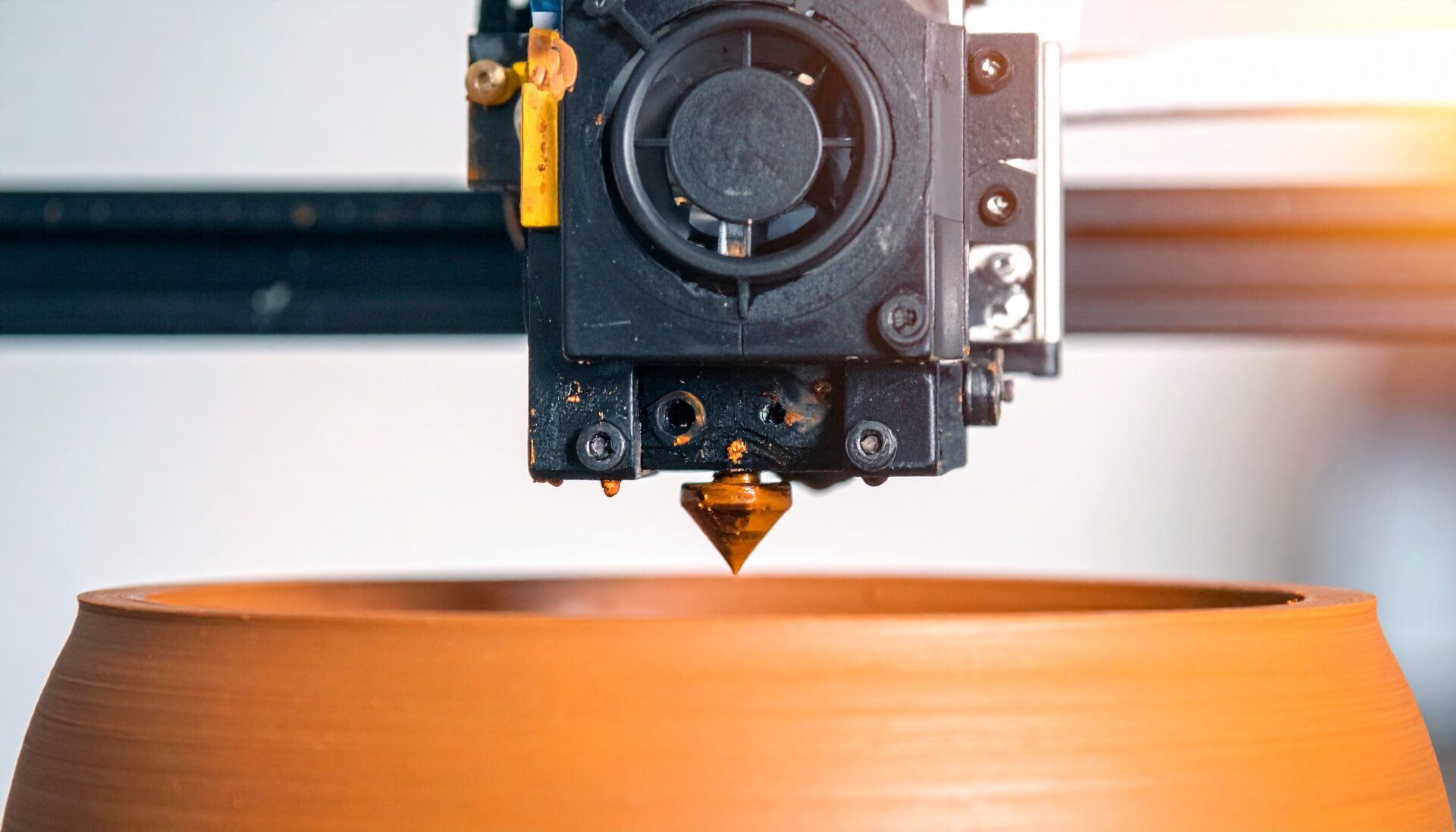
PLAは植物由来の生分解性プラスチックで、3Dプリンター初心者に最も推奨される素材です。
印刷温度は190~220℃と比較的低く、反りが少なく印刷しやすいのが特徴です。また、ヒートベッドが不要な場合も多く、臭いも少ないため室内での使用に適しています。
ただし、耐熱性は60℃程度と低く、屋外や高温環境での使用には向いていません。
強度も他の素材と比べると劣るため、機能的なパーツよりも装飾品やプロトタイプ作成に向いています。
ABSは自動車部品やLEGOブロックにも使われる耐久性の高い素材です。
印刷温度は230~250℃と高めで、約100℃の耐熱性を持ちます。また、アセトン処理による後加工が可能で、表面を滑らかに仕上げることができます。
しかし、印刷時に強い臭いを発し、反りやひび割れ(ウォーピング)が発生しやすいという欠点があります。
印刷には100℃前後に加熱されたヒートベッドと、エンクロージャー(囲い)が推奨されるため、初心者には少しハードルが高い素材です。
PETGはペットボトルと同じ素材を改良したもので、PLAとABSの中間的な特性を持ちます。
印刷温度は230~250℃で、耐熱性は約80℃。PLAより強度が高く、ABSほど印刷が難しくないバランスの取れた素材です。
水や化学物質に強いため、機能的なパーツや屋外使用の造形物に適しています。ただし、若干糸引きが発生しやすく、表面の光沢感が強いという特徴があります。
初心者がPLAの次に挑戦するのに適した素材といえるでしょう。
TPUは弾力性のある柔らかいゴムのような質感を持つフィラメントです。
印刷温度は220~250℃程度で、スマートフォンケースやグリップ、靴底など柔軟性が求められる造形に最適です。
しかし、柔らかい特性ゆえに押出機でのフィラメント送りが難しく、ダイレクトドライブ式の押出機を持つプリンターでの使用が推奨されます。
また、印刷速度を遅くする必要があり、印刷に時間がかかるというデメリットもあります。
フィラメント選びでまず考慮すべきは造形物の用途です。
– 装飾品・プロトタイプ:PLAが最適(印刷しやすく、見た目も美しい)
– 機能的なパーツ・耐久性重視:PETG(強度と印刷のしやすさのバランスが良い)
– 高温環境での使用:ABS(耐熱性に優れている)
– 柔軟性が必要なもの:TPU(弾力性のある造形が可能)
お使いの3Dプリンターがサポートする温度範囲を確認しましょう。
エントリーモデルの中には最高温度が230℃までのものもあり、ABSやPETGの印刷に適さない場合があります。
また、TPUを使用する場合は、ダイレクトドライブ式の押出機を持つプリンターが望ましいです。
-室内の一般的な環境:PLAが最適(臭いが少なく、有害ガスの心配も少ない)
-換気の良い専用スペース:ABS(印刷時に臭いと微粒子が発生するため)
-子供やペットのいる環境:PLA(安全性が高く、生分解性がある)
フィラメントの大敵は湿気です。
特にPLA、PETG、ナイロンなどは吸湿性が高く、空気中の水分を吸収します。
湿ったフィラメントを使用すると、押出時に水分が蒸発して気泡を形成し、造形物の表面品質低下や強度減少、さらには詰まりの原因となります。
1. 密閉容器での保管:ジップロックなどの密閉袋や、専用の密閉容器に乾燥剤と共に保管しましょう。
2. 乾燥剤の活用:シリカゲルなどの乾燥剤をフィラメントと一緒に保管することで湿気を防ぎます。
3. 適切な保管環境:直射日光を避け、温度変化の少ない場所で保管してください。
吸湿してしまったフィラメントは以下の方法で乾燥できます:
1. フィラメントドライヤーの使用:専用のフィラメントドライヤーは最も効果的です(40~60℃で4~6時間)。
2. 食品乾燥機の活用:フィラメントの種類に応じた適切な温度設定で6~8時間乾燥させます。
3. オーブンでの乾燥:家庭用オーブンでも可能ですが、温度制御が難しく、PLAは変形するリスクがあるため注意が必要です。
フィラメントの種類別の推奨乾燥温度:
– PLA:45~50℃
– PETG:65~70℃
– ABS:80~85℃
– TPU:50~55℃
ノズル詰まりの主な原因は、フィラメントの品質不良、印刷温度の不適切な設定、吸湿したフィラメントの使用などです。
対処法としては:
1. コールドプル法:プリンターを少し温め、手動でフィラメントを引き抜く方法
2. アトミックプル法:ノズルを高温にした後、急速に冷やしながらフィラメントを引き抜く方法
3.クリーニングフィラメントの使用:専用のクリーニングフィラメントでノズル内部を掃除する
造形物の層が剥がれたり、接着不良が起きる場合は以下を確認しましょう:
1. 印刷温度の調整:温度が低すぎると層同士の接着が弱くなります
2. 印刷速度の見直し:速すぎると層の接着が不十分になることがあります
3. 冷却ファンの設定確認:過剰な冷却も層接着を弱める原因になります
フィラメントが正しく送られない場合の対処法:
1. 押出機のテンションチェック:適切な圧力でフィラメントを挟んでいるか確認
2. フィラメントの状態確認:曲がりや変形がないか、直径が一定か確認
3. 押出機ギアの清掃:ギアに詰まった樹脂の破片を除去
PLAにカーボンファイバーを配合した高剛性フィラメントです。通常のPLAより約2倍の曲げ強度を持ち、軽量かつ高い寸法安定性が特徴です。ドローンのフレームや工具のジグ、プロトタイプ部品に最適です。ただし研磨性が高いため、硬化鋼ノズル(0.4mm以上推奨)が必須です。価格は1kgあたり3,000〜5,000円程度です。
PLA樹脂に木粉を約20〜40%配合したフィラメントで、印刷後の造形物は木のような質感と香りを持ちます。温度を変えることで色味が変化し、低温では明るい木目、高温では焦げた風合いになります。フィギュアや装飾品、インテリア雑貨の制作に人気があります。ノズル径0.5mm以上で印刷するとスムーズです。
表面に光沢のある美しい仕上がりが得られる装飾向けフィラメントです。通常のPLAと同じ印刷設定で使えるため、初心者でも手軽に高品質な見た目の造形物を作れます。花瓶やオブジェ、ギフト用アイテムなど、見栄えを重視する作品に最適です。1kgあたり2,500〜4,000円で購入可能です。
フィラメントの価格帯はメーカーと素材によって大きく異なります。PLAは1kgあたり2,000〜3,500円、ABSは2,500〜4,000円、PETGは2,500〜4,500円、TPUは3,500〜6,000円が一般的な相場です。コストを抑えるには、信頼性の高いメーカー(eSUN、Polymaker、Bambu Lab)のセール時にまとめ買いする方法が効果的です。ただし、大量購入する場合は保管環境の確保が前提となります。未開封でも湿気の多い環境では品質が劣化するため、乾燥剤入りの密閉容器での保管を徹底しましょう。
フィラメントに明確な使用期限はありませんが、適切に保管されていない場合は数ヶ月で品質が低下します。特に吸湿性の高いナイロンやPVAは開封後1〜2週間で劣化が始まることもあります。密閉容器にシリカゲルと一緒に保管し、湿度40%以下を維持すれば1年以上品質を保てます。
同じ素材であっても異なるメーカーのフィラメントを途中で切り替えることは推奨しません。メーカーごとに添加剤や配合が微妙に異なるため、接合部分で層間接着不良が発生する可能性があります。フィラメントを使い切ってからメーカーを変更するか、同一メーカーで統一するのが安全です。
湿気を吸ったフィラメントは食品乾燥機やフィラメント専用ドライヤー(約5,000〜8,000円)で復活させることが可能です。PLAは50度で4〜6時間、ABSは65度で4〜6時間、ナイロンは70度で8〜12時間の乾燥が目安です。家庭用オーブンは温度制御が不安定なため推奨しません。印刷中にパチパチ音がする場合は吸湿のサインです。
一般的な造形物の場合、スマートフォンケース程度のサイズで約30〜50g、手のひらサイズのフィギュアで約50〜100gのフィラメントを消費します。インフィル密度(内部の充填率)を調整することで消費量を大幅に削減できます。実用品なら20〜40%、装飾品なら10〜15%のインフィル密度がコストと強度のバランスとして最適です。
3Dプリンターフィラメントの選択は、印刷品質と作品の用途に直結する重要な要素です。初心者はまずPLAから始めて基本的な印刷スキルを身につけ、次のステップとしてPETGやTPUに挑戦するのがおすすめです。2026年現在、カーボンファイバー配合や木質フィラメントなど特殊素材の選択肢も広がり、個人でもプロ並みの品質と機能を持つ造形物が作れる時代になりました。フィラメントの正しい保管方法を実践し、素材の特性を理解することで、3Dプリンティングの可能性は大きく広がります。