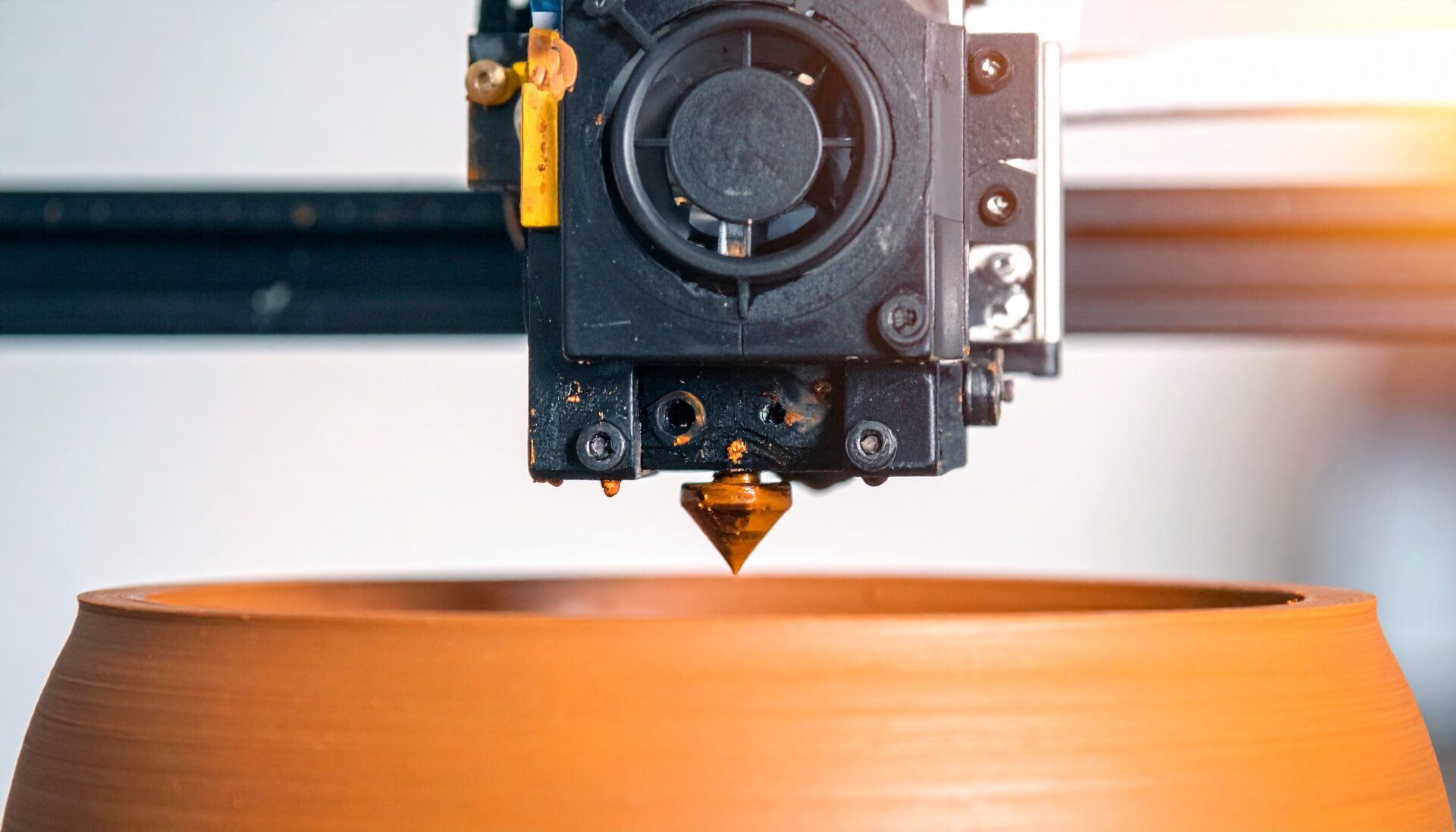
「プラスチック」を卒業せよ。Ender-3で始める「おうち陶芸」とセラミック3Dプリント革命
swiftwand-api swiftwand.ai
昨日の印刷は完璧だった。同じフィラメント、同じ設定です。しかし、今日の印刷は失敗している。つまり、3Dプリントは「再現性の科学」なのです。環境が変わればすべてが変わります。
初心者が2〜3個目の印刷で必ず直面する問題があります。具体的には、反り、糸引き、層間剥離などです。さらに、第一層不良やノズル詰まりも頻発します。これらは「故障」ではなく「調整」で解決できます。
本記事では「3Dプリント 失敗 対処法」を解説します。具体的には、7大エラーの症状・原因・解決策を整理します。さらに、AIを活用した画像診断テクニックも紹介します。
3Dプリントの品質を左右する変数は多いです。例えば、ノズル温度やベッド温度があります。さらに、印刷速度やレイヤー高さも影響します。これらは「制御可能な変数」です。しかし、それ以外にも環境要因が存在します。
室温は最も影響が大きい外部変数です。具体的には、冬場の15°C以下の部屋ではPLAでも反りが発生します。一方、夏場の高温多湿環境ではフィラメントが吸湿します。つまり、同じ設定でも季節で結果が変わるのです。
フィラメントの状態も重要な変数です。例えば、開封後3週間のPLAは水分を吸収しています。吸湿したフィラメントはノズル内で水蒸気を発生させます。結論として、表面に微細な気泡が発生する原因になります。
さらに、スプールの残量も影響します。残量が少なくなると巻き径が変わります。したがって、エクストルーダーへの供給テンションが変化します。これが印刷品質のバラつきにつながります。

3Dプリント 失敗 対処法の基本は3ステップです。まず「症状の観察」を行います。次に「原因の絞り込み」をします。最終的に「設定の修正」で解決します。
症状: 印刷物の角や端が反り上がります。ベッドから剥がれて底面が平らになりません。特に、大きな印刷物ほど反りが顕著です。
原因: 冷却過程で樹脂が収縮し、内部に応力が蓄積されます。この応力がベッドへの定着力を上回ると反ります。具体的には、PLAの収縮率は約0.3〜0.5%です。ABSはさらに高い収縮率を持ちます。
対処法:
– ベッド温度を5〜10°C上げる(PLA: 60°C、PETG: 80°C、ABS: 100〜110°C)
– 初期層の印刷速度を20mm/s以下に下げる
– ブリム(モデルの周囲に薄い縁を追加する機能)を有効にする。Orca Slicerでは「Build Plate Adhesion Type」→「Brim」を選択し、幅は5〜8mmが目安
– 室温を20°C以上に保つ(冬場はエアコンを使用)。ABSの場合はエンクロージャー(密閉箱)で庫内温度を35〜45°Cに保つことが望ましい
– PEIビルドプレートをIPA(イソプロピルアルコール)で清掃し、脂汚れを除去する。清掃後は素手でプレートに触れないこと
症状: 印刷物の表面に細い糸状のプラスチックが付着します。特に、柱と柱の間に「蜘蛛の巣」のような糸が張ります。
原因: ノズル移動時に溶けたフィラメントが糸を引きます。つまり、温度が高すぎるか、リトラクション設定が不適切です。さらに、ボーデン式はダイレクト式よりもリトラクション距離が長く必要です。
対処法: まず、ノズル温度を5°C下げます。PLAなら200°C→195°Cが目安です。次に、リトラクション距離を0.5mm増やします。ダイレクトドライブなら0.5〜2.0mmが適正です。一方、ボーデン式では4〜6mm必要です。さらに、リトラクション速度を30〜45mm/sに設定します。加えて、トラベル速度を150mm/s以上に上げましょう。移動時間が短いほど糸は細くなります。また、フィラメントの乾燥状態も確認してください。吸湿はストリンギングを悪化させます。具体的には、Orca Slicerの「Wipe while retracting」が有効です。ノズル先端の残留樹脂を拭き取れます。
症状: 印刷物の表面に波紋のような模様が現れます。特にコーナー付近で発生しやすいです。角の直後に「エコー」のような段差が見えます。「CUBE」や「Benchy」などのテストモデルで確認できます。
原因: 高速印刷時にプリンターの筐体やベルトが振動します。その振動がノズルの位置精度に影響します。特に共振周波数付近の速度では症状が急激に悪化します。さらに、CoreXY方式では注意が必要です。X軸とY軸で異なる共振周波数を持つためです。
対処法: まず、Input Shaping(振動補償)を有効にします。Bambu Lab A1 miniやP1Sは標準搭載です。さらに、KlipperのADXL345センサーで共振周波数を測定できます。次に、印刷速度を下げましょう。具体的には、300mm/sから200mm/sへ変更します。また、外壁のみ低速にする方法も有効です。例えば、外壁40mm/s、内壁150mm/sの設定です。加えて、設置面の安定性を確認してください。ぐらつくテーブルは症状を悪化させます。最後に、ベルトテンションも確認しましょう。緩みは振動を増幅します。
症状: 印刷物の層と層の間に隙間ができます。また、力を加えると特定の層で剥がれます。特に耐荷重が必要な機械部品では危険です。使用中に破断する可能性があります。
原因: 層間の接着が不十分なことが主な要因です。具体的には、ノズル温度の不足が考えられます。また、冷却ファンの風量が強すぎる場合も発生します。さらに、フィラメントの吸湿も原因の一つです。レイヤー高さが0.3mm以上の場合も接着力が低下します。
対処法: まず、ノズル温度を5〜10°C上げます。PLAなら210〜215°Cが目安です。PETGなら240〜245°Cを試してください。次に、冷却ファンの風量を下げます。PLAの場合、最初の5層はファン0%にします。さらに、フィラメントを乾燥させましょう。特にナイロンは吸湿に弱い素材です。加えて、レイヤー高さを0.2mmに変更してみてください。層間の接触面積が増え、接着力が向上します。また、フロー率を102〜105%に微増させる方法も有効です。
症状: 最初の層がベッドに定着しません。フィラメントがぐちゃぐちゃになります。一方、ノズルが近すぎる場合もあります。フィラメントが押しつぶされ表面がガサガサになります。最初の数分で印刷が台無しになる厄介なエラーです。
原因: ノズルとベッドの距離(Z-offset)が不適切です。また、ベッド温度が不足している場合もあります。さらに、ビルドプレートの表面汚れも原因です。加えて、プレートの平面度にも注意が必要です。中央は適正でも四隅で0.1〜0.2mmずれることがあります。
対処法: まず、AI自動レベリングを再実行します。Bambu Lab機では「Auto Leveling」で49点補正が完了します。次に、Z-offsetを0.02mm単位で微調整します。用紙1枚分(約0.1mm)の隙間が適正距離です。さらに、ビルドプレートをIPAで清掃します。頑固な汚れにはアセトンが有効です。ただし、PEI以外のプレートでは注意が必要です。加えて、ベッド温度を上げましょう。PLAは55〜65°C、PETGは75〜85°Cが目安です。また、初期層の速度を15〜20mm/sに下げてください。フロー率を105〜110%にすると定着力が向上します。
症状: 45°以上の張り出し部分が垂れ下がります。形状が崩れてしまいます。特に60°以上のオーバーハングでは深刻です。サポートなしだと表面が荒れて使い物になりません。
原因: FDM方式は「下の層に上の層を重ねる」原理です。したがって、支えがない部分ではフィラメントが垂れます。これは原理的な制約であり「故障」ではありません。さらに、冷却が不十分だと症状が悪化します。溶けた樹脂が固まる前に自重で垂れ落ちるためです。
対処法: まず、サポート材を有効にします。Orca Slicerの「Support」をONにしてください。デフォルトのオーバーハング角度は45°です。ただし、PLAなら55°まで許容できる場合もあります。次に、モデルの向きを変えてみましょう。90°回転するだけで解決することがあります。具体的には、Orca Slicerの「Auto Orient」が便利です。サポート量が最小になる角度を自動計算します。さらに、冷却ファンの風量を上げてください。PLAなら100%推奨です。加えて、印刷速度を下げると効果的です。外壁速度を30〜40mm/sに設定しましょう。
症状: フィラメントの押出量が突然減少します。または完全に出なくなります。印刷中に「カチカチ」というエクストルーダーの空回り音が聞こえることもあります。ノズルの詰まりは経験者でも頻繁に遭遇するエラーです。
原因: ノズル内部にフィラメントの炭化物が蓄積することが主因です。また、異なる素材の切替時に残留樹脂が詰まることもあります。さらに、安価なフィラメントに含まれる不純物も原因です。加えて、ヒートブレーク部分でのヒートクリープも発生要因です。冷却が不十分な環境で長時間印刷すると起きやすくなります。
対処法: まず、コールドプルを試します。ノズルを230°Cまで加熱してください。次に90°Cまで冷却し、フィラメントをゆっくり引き抜きます。先端に汚れが付着していれば成功です。この作業を3〜5回繰り返します。さらに、付属のクリーニングニードルも活用しましょう。加熱状態でニードルをノズルに差し込み詰まりを除去します。また、完全に詰まった場合はノズル交換が最も確実です。Bambu Lab機の標準ノズルは1個200〜300円程度です。したがって、消耗品として常備しておくと安心です。加えて、予防策も重要です。素材を切り替える際はパージ(空押出)を十分に行ってください。

7大エラーのリストを見て「結局どれが原因なのか分からない」と感じた人も多いでしょう。ここでAIの力を借ります。
失敗した印刷物をスマートフォンで撮影しましょう。次に、ChatGPTやClaudeにアップロードします。「この3Dプリントの失敗原因を特定してください」と質問するだけです。AIは画像から症状を読み取ります。さらに、考えられる原因と対処法を提案してくれます。
効果的な写真の撮り方のコツは3つあります。まず、問題箇所を正面から撮影してください。次に、明るい場所で撮影し影を避けます。最後に、可能なら複数の角度から撮影しましょう。「この角度とこの角度の写真です」と説明を添えると効果的です。
さらに精度を上げるにはコンテキストを追加します。具体的には、使用機材と設定値を伝えましょう。例えば「プリンター:Bambu Lab A1 mini」と記載します。「フィラメント:PLA、ノズル温度200°C」も重要です。「印刷速度150mm/s、レイヤー高さ0.2mm」も加えます。「底面の角が5mm反り上がりました」のように症状も具体的に伝えます。このように詳細を共有すれば、AIの診断精度は格段に向上します。
ただし、AIの回答を鵜呑みにしないでください。7大エラーリストと照合する習慣が大切です。「AIの診断が妥当かどうか」を自分で判断しましょう。AIは画像の解像度や撮影角度で誤判定することがあります。したがって、複数回の質問で回答の一貫性を確認するとよいでしょう。
AI監視エージェントで紹介したObicoは強力なツールです。印刷中のカメラ映像をリアルタイムで解析します。具体的には、スパゲッティ化や第一層剥離を自動検出します。さらに、Raspberry Pi 5にObicoをインストールできます。A1 miniやSPARKX i7にも後付けで追加可能です。
Obicoの強みは「印刷中」に問題を検知する点です。人間が気づかない異常も検出できます。コンピュータビジョンが過去の失敗パターンと照合するためです。検知精度は公式データで約85%とされています。特にスパゲッティ化の検知が得意です。これはフィラメントが空中で糸状に絡まる現象です。
Obicoの無料プランでは1台のプリンターを監視できます。異常検知時にスマートフォンへ通知が届きます。一方、有料プランのPro(月額4ドル)はさらに便利です。検知と同時にプリンターを自動停止できます。したがって、夜間の無人印刷でも安心して運用できます。
AIの1回限りの診断も有効です。しかし、長期的な品質安定には「失敗ログ」が効果的です。具体的には、スプレッドシートやNotionに記録します。「日付、室温、湿度、フィラメント銘柄」を記録しましょう。さらに「使用開始からの日数、エラー、対処内容」も追加します。すると、自分の環境特有のパターンが見えてきます。例えば「湿度60%以上でPETGのストリンギングが悪化する」という傾向です。また「開封後14日目から表面品質が低下する」といった発見もあります。このように数値で把握すれば、エラーを事前に回避できます。
3Dプリント 失敗 対処法の多くは、Orca Slicerの設定変更で解決できます。以下に、頻出トラブルに対する「特効薬」設定を7つ紹介します。
| トラブル | Orca Slicer設定 | 推奨値 |
|---|---|---|
| 反り | Build Plate Adhesion → Brim | Brim幅 5mm |
| 糸引き | Retraction Distance | 0.8〜1.5mm (Direct Drive) |
| ゴースティング | Input Shaping | 有効(Automatic) |
| 層間剥離 | Nozzle Temperature | +5〜10°C |
| 第一層不良 | Initial Layer Speed | 15〜20mm/s |
| オーバーハング | Support | Tree Support推奨 |
| ノズル詰まり予防 | Max Volumetric Speed | PLA: 15mm³/s |
特に「Tree Support」は初心者にとって強力な機能です。従来のブロック状サポートより材料使用量が少なくなります。さらに、除去も容易です。Orca Slicer 2.3.1 Alphaではアルゴリズムがさらに改善されています。
スライサー設定を調整しても解決しない場合、ハードウェアの交換やアップグレードが必要なこともあります。初心者が知っておくべきハードウェア対策を3つ紹介します。
使い古したPEIプレートは表面テクスチャーが摩耗します。その結果、フィラメントの定着力が落ちます。「第一層がどうしても剥がれる」場合はプレートの寿命を疑いましょう。新品のPEIプレート(1枚2,000〜4,000円)で定着力が劇的に回復します。
また、PEIプレートにはSmooth(滑らか)とTextured(テクスチャー)の2種類があります。PLAにはテクスチャータイプが適しています。一方、PETGはSmooth PEIに強力に定着しすぎます。したがって、PETGにもテクスチャータイプを推奨します。プレートの寿命は週5〜10回印刷で約6〜12ヶ月です。スクレーパーの傷が目立ち始めたら交換時期のサインです。
標準のPTFEライニング付きホットエンドには制限があります。250°C以上で長時間使用するとPTFEが劣化します。その結果、ノズル詰まりの原因になります。さらに、260°C以上では有害ガスの発生リスクもあります。PLA中心なら標準ホットエンドで問題ありません。しかし、PETGやABSを頻繁に使う場合は注意が必要です。具体的には、Micro Swiss全金属ホットエンドが有力候補です。E3D V6全金属ホットエンドも定番です。価格帯は3,000〜8,000円です。300°C以上にも対応し、信頼性が向上します。ナイロンやポリカーボネートには全金属ホットエンドが必須です。
ゴースティングがInput Shapingでも解消しない場合があります。その際は、防振ゴムマウントを試しましょう。ホームセンターで入手できる防振パッド(500〜1,000円程度)を使います。プリンターの4隅に設置するだけです。テーブルからの振動伝達を遮断し印刷品質が向上します。
特に木製デスクや薄い棚板の上は要注意です。デスク自体がプリンターの振動で共振することがあります。したがって、より効果的な対策を紹介します。コンクリートブロック(1個200〜300円)を用意してください。その上に防振パッドを敷きます。さらにその上にプリンターを設置します。この「重量+防振」の二段構えは低コストで効果が高い定番対策です。
見落とされがちですが、フィラメントの湿気管理は重要です。コストパフォーマンスが最も高い投資の一つです。具体的には、SUNLU FilaDryer S2(約7,000〜8,000円)が便利です。フィラメントを装着したまま乾燥しながら印刷できます。特に梅雨や夏場の日本では室内湿度が70%を超えます。その結果、開封済みフィラメントは数日で品質が劣化します。密閉コンテナとシリカゲルでの保管も有効です。しかし、既に吸湿したフィラメントの復活には乾燥機が必要です。
3Dプリント 失敗 対処法の最も重要な教訓があります。それは「失敗は正常なプロセスの一部」ということです。ベテランユーザーでも印刷は失敗します。違いは「原因を特定して修正できるかどうか」だけです。
7大エラーの症状を知ることが第一歩です。さらに、Orca Slicerの特効薬設定を覚えましょう。加えて、AIトラブルシューターの使い方を身につけてください。そうすれば、ほとんどの問題は自力で解決できます。AI外観検査で「目視」を卒業するで紹介した技術もあります。この技術は問題解決プロセスをさらに自動化する未来を示しています。
明日のシリーズ第6回は「3Dプリント 後処理 入門」です。印刷は成功したけど積層痕が気になる――その悩みを、塗装なしで解決する方法を解説します。