Bambu Lab 3Dプリンター完全ガイド:高速多色印刷で初心者も満足のコスパモデル選び
swiftwand swiftwand.ai
プリンターを買い、最初の印刷も成功した。次に直面するのが「フィラメントの選び方」です。例えば、Amazonで検索するとPLA、ABS、PETG、TPUなど略語の洪水です。さらに、レビューには「ABSは反る」「PETGは糸を引く」と不安ばかりが募ります。
安心してください。初心者が最初の半年で必要なフィラメントは実質3種類です。PLA(万能素材)→ PETG(耐熱・耐水)→ TPU(柔軟素材)の順に進みます。つまり、この3本をマスターすれば家庭で必要なほぼすべてを印刷できます。
本記事では「3Dプリンター フィラメント 選び方」を完全初心者向けに解説します。具体的には、物性値の読み方からAI自動キャリブレーションの活用法まで網羅しています。さらに、フィラメント乾燥の基本も紹介します。

3Dプリンターの歴史はABS(アクリロニトリル・ブタジエン・スチレン)とともに始まりました。LEGOブロックと同じ素材であり、耐熱性(約100°C)と耐衝撃性に優れます。しかし、ABSは初心者向けの素材ではありません。
ABSの最大の問題は「反り(ワーピング)」です。ABS樹脂は冷却時に大きく収縮します。したがって、印刷中にモデルの端が反り上がってベッドから剥がれます。熱収縮との戦い:AIチャンバー管理とスーパーエンプラの解放で解説した通りです。つまり、この問題の根本解決には密閉型チャンバーが必要です。庫内温度を60°C以上に維持しなければなりません。一方、A1 miniのようなオープンフレーム機では反り防止は困難です。
さらに、ABSは印刷時にスチレンガスを放出します。刺激臭があり、換気なしでの印刷は非推奨です。しかし、Bambu Lab P1Sのような密閉チャンバー機なら安全に使えます。ただし、初心者がそこまでの設備を持つことは稀です。
具体例を挙げましょう。50mm角のキューブをABSで印刷すると、底辺が0.5〜2mm反ります。さらに、150mm以上の大型モデルでは反りが5mmを超えます。結果として、ベッドから完全に剥離することもあります。一方、同じモデルをPLAで印刷すれば反りはほぼゼロです。PETGでも0.1〜0.3mm程度に収まります。
ABSの収縮率は0.7〜0.8%です。一方、PLAは0.3〜0.4%、PETGは0.2〜0.5%です。この差が反りの原因になります。しかし、エンクロージャー内を60°C以上に保てば収縮差を最小化できます。ただし、それはBambu Lab P1SやVoronのような密閉型プリンターでないと実現できません。
ABSを選ぶべき場面は限られています。具体的には、エンクロージャー付きプリンターで耐熱部品を作る場合です。例えば、Raspberry PiケースはCPU発熱(最大85°C)に耐える必要があります。また、車載ホルダーは夏場80°C以上になる環境で使います。こうした特殊用途がなければ、ABSは不要です。

3Dプリンター フィラメント 選び方で最も重要なのはTDSを読むことです。TDS(Technical Data Sheet)はメーカーが公開する技術データシートです。つまり、素材の「性格」が数字で書かれています。初心者が見るべき数値は5つだけです。
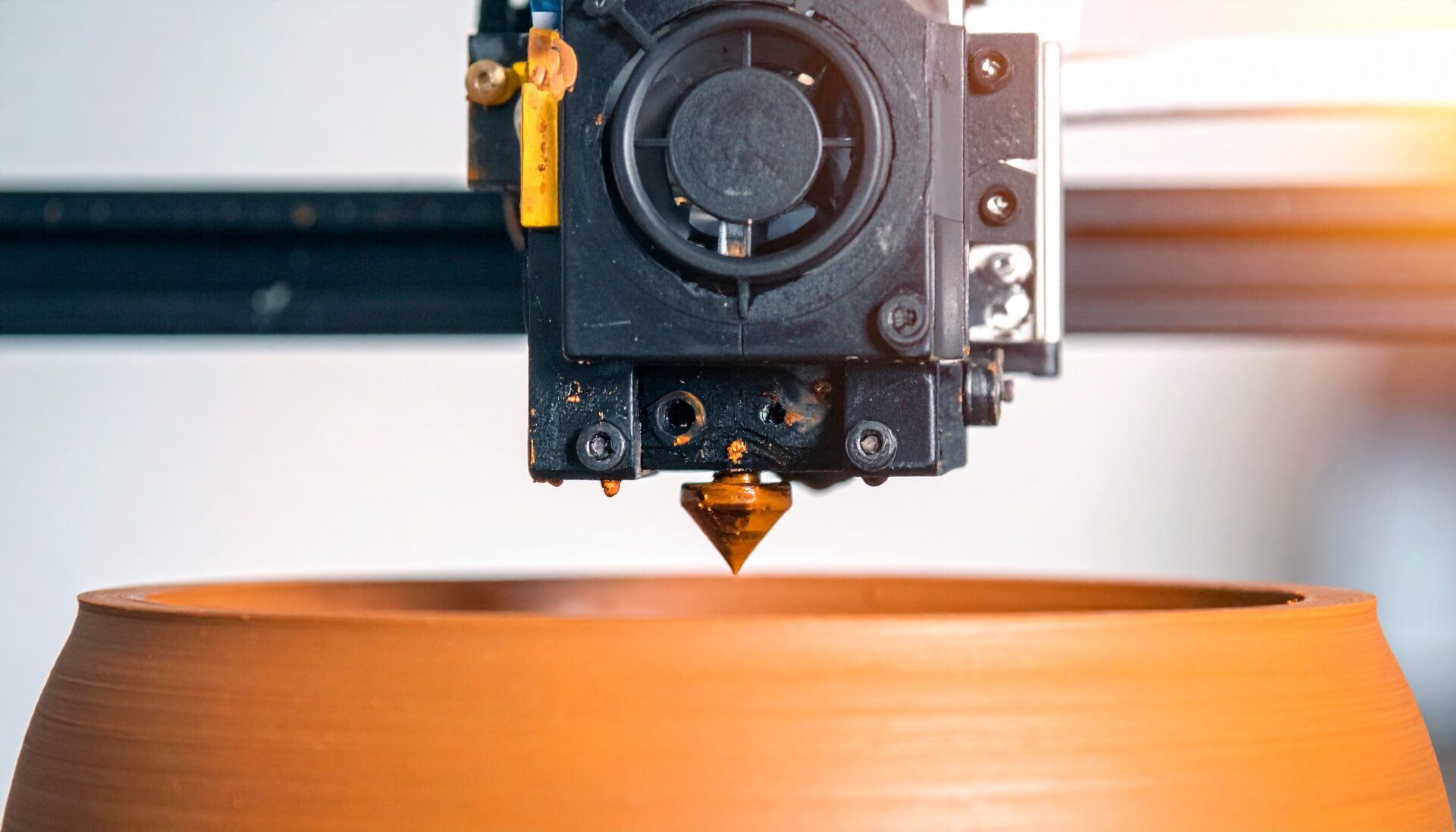
フィラメントを溶かす温度です。PLA:190〜230°C、PETG:220〜250°C、TPU:210〜230°C。メーカー推奨の範囲内で設定します。温度が低すぎると層間接着が弱くなり、高すぎると糸引き(ストリンギング)が増えます。
印刷台(ヒートベッド)の温度です。PLA:45〜60°C、PETG:70〜80°C、TPU:50〜60°C。ベッド温度が適正でないと、印刷物がベッドに定着しません。最初の層が剥がれる「第一層不良」の最大原因は、ベッド温度の不適正です。
素材が「引っ張りに耐える力」です。単位はMPa(メガパスカル)。Polymaker PolyTerra PLAの引張強度は約20.9 MPa。一般的なPETGは約50 MPa。数字が大きいほど「壊れにくい」と考えてください。ただし、3Dプリントの引張強度は積層方向に大きく依存します。層と平行な方向には強く、層と垂直な方向(Z方向)には弱い。これは全てのFDM素材に共通する特性です。
素材の「硬さ」を表す数字です。単位はMPa。例えば、PolyTerra PLAのヤング率は約1,882 MPaです。一方、TPUは通常20〜200 MPa程度です。つまり、数字が小さいほど柔らかい素材です。スマホケースにはTPU、工具ホルダーにはPLAが適しています。
「この温度以上で変形し始める」という目安です。PLAのHDTは約55〜60°Cです。一方、PETGは約70〜80°Cあります。例えば、車内は夏場70°C以上になります。したがって、PLA製部品は車内で変形します。屋外や高温環境にはPETG以上が必要です。
フィラメントを3段階で進化させるルートを提案します。この順番で学ぶことで、難易度を段階的に上げながら、使える素材の幅を広げていけます。
PLAは「3Dプリンターのための素材」と言っても過言ではありません。印刷が簡単で、仕上がりが美しく、失敗しにくい。初心者が最初に使うべき素材は、間違いなくPLAです。
Polymaker PolyTerra PLAは初心者に最適な選択肢の一つです。印刷温度190〜230°Cの広い対応範囲、マットな仕上がり、30色以上のカラーバリエーション。植物由来原料を配合して環境負荷を低減している点も好印象です。1kgあたり約2,500円という価格も手頃です。
PLAで作れるものの具体例を紹介します。例えば、ケーブルクリップ(約15分)やペン立て(約45分)があります。さらに、本棚の仕切り板(約2時間)やキーキャップ(約20分)も作れます。つまり、室内で使う日用品ならほぼ何でも対応可能です。Thingiverseで「desk organizer」と検索すれば、数千件のPLA向けモデルが見つかります。
PLAの弱点は耐熱性(HDT約55°C)と耐衝撃性の低さです。夏場の直射日光下や車内では変形する可能性があります。具体的には、窓際のPLAスマホスタンドが8月に曲がる事例は多いです。また、PLAは紫外線にも弱い素材です。屋外に3ヶ月以上放置すると脆化が進みます。室内の日用品には十分ですが、屋外使用には向きません。
PLAに慣れたら次はPETGです。PETG(ポリエチレンテレフタレートグリコール変性)は、PLAの弱点を補う素材です。耐熱温度が約70〜80°Cに上がり、耐衝撃性も大幅に向上します。ペットボトルと同系統の素材で、食品安全性も高い(FDA認証取得グレードあり)のが特徴です。
PETGの印刷はPLAより少し難しくなります。ノズル温度を220〜250°Cに上げる必要があります。また、糸引き(ストリンギング)が発生しやすい傾向です。しかし、Orca Slicerの温度タワー機能を使えば最適温度を簡単に発見できます。
Overture PETGは初心者がPETGを試すのに適したブランドです。価格も1kgあたり約2,500〜3,000円とPLAに近く、印刷の安定性にも定評があります。
PETGの活躍する場面を紹介します。まず「キッチン用品」です。例えば、調味料ラックや冷蔵庫の仕切りが作れます。PLAのコースターに80°Cのマグカップを置くと変形します。しかし、PETGなら問題ありません。
次に「工具ホルダー」です。ドライバーラックや六角レンチホルダーにはPETGの靭性が活きます。PLAは工具の抜き差しで半年ほどで割れます。しかし、PETGなら耐久性が格段に上がります。さらに「屋外使用」にも適しています。植木鉢用ネームプレートやガーデニング用クリップなどに最適です。
TPU(熱可塑性ポリウレタン)は、ゴムのように柔軟な素材です。硬度はショアA(柔軟性の指標)で表され、一般的なTPUフィラメントは85A〜95Aの範囲です。95Aは「やや硬めのゴム」、85Aは「柔らかいシリコン」程度の感触です。
TPUで印刷できるのは柔軟性が求められる部品です。例えば、スマホケースやシューズインソールがあります。さらに、振動吸収マウントや防水パッキンも作れます。つまり、PLAやPETGでは不可能な「曲げて使う」部品が最大の魅力です。
TPUの実用例をさらに掘り下げましょう。まず、95AのTPUでスマホケースを作れます。市販品と同等の衝撃吸収性を持ちます。また、85Aのインソールは足型に合わせた形状にできます。加えて、3Dプリンター本体の防振フットもTPUで作れます。結果として、深夜の印刷時の動作音を低減できます。つまり、「ゴムで作りたい」部品はすべてTPUの守備範囲です。
TPUの印刷は3種類の中で最も難しいです。柔軟なフィラメントはエクストルーダー内で座屈しやすいためです。したがって、ダイレクトドライブ式が推奨されます。A1 mini、P1S、SPARKX i7はダイレクト式なので問題ありません。しかし、古いボーデン式(Ender 3初期型など)では95A以下のTPU印刷が困難です。
印刷速度を通常の半分程度(20〜30mm/s)に落とし、リトラクション距離を0.5〜1.0mmと短く設定するのがコツです。加えて、インフィル密度を20〜30%と高めに設定すると、柔軟部品の強度と弾力のバランスが取りやすくなります。
3Dプリンター フィラメント 選び方を語る上で避けて通れないのが「乾燥」の問題です。フィラメント(特にPETGとTPU)は吸湿性があり、大気中の水分を吸収します。吸湿したフィラメントで印刷すると、ノズル内で水分が蒸発してポッピング音が鳴り、表面にブツブツが発生し、層間接着が弱くなります。
PLAは比較的吸湿しにくい素材ですが、開封後に湿度の高い環境(日本の夏は特に)で数週間放置すると影響が出始めます。PETGとTPUは開封後24時間で吸湿の影響が現れることもあります。
最もシンプルな対策は、使わないフィラメントを乾燥剤入りの密封袋に入れて保管することです。100均のジップロック+シリカゲル(乾燥剤)で十分に効果があります。コストはほぼゼロです。
Sunlu FilaDryer S2は初心者にも扱いやすいフィラメント乾燥機です。360°循環加熱で、温度範囲35〜70°C、最大99時間のタイマー付き。フィラメントをセットして温度と時間を設定するだけで、吸湿した素材を復活させられます。価格は約8,000〜12,000円です。
PLAなら45°Cで4〜6時間が乾燥の目安です。また、PETGなら65°Cで6〜8時間かかります。同様に、TPUなら55°Cで4〜6時間です。乾燥完了の判定は簡単です。具体的には、テスト印刷で「パチパチ」音が消えれば完了です。
乾燥機で復活させたフィラメントも、印刷中に開放環境なら再び吸湿します。しかし、eSUN eBOXやPolymaker PolyBox IIなどのドライボックスを使えば解決します。つまり、密封状態のままフィーディングが可能です。特に、日本の梅雨時期(湿度70〜90%)にはドライボックスが事実上必須です。PETG以上の素材を本格的に使う段階では、乾燥機かドライボックスへの投資をおすすめします。
新しいフィラメントを初めて使うとき、最大の疑問は「何度で印刷すればいいのか」です。メーカー推奨範囲が「190〜230°C」と40°Cも幅がある場合、どこに設定するかで印刷品質が大きく変わります。
Orca Slicerが最強である3つの理由で紹介したOrcaの温度キャリブレーション機能は、この問題を自動で解決します。
具体的な操作手順を説明します。まず、Orca Slicerを起動します。次に、プリンターとフィラメントのプロファイルを選択してください。上部メニューの「Calibration」→「Temperature」を選びます。開始温度と終了温度を入力します。PLAなら開始230°C・終了190°Cが目安です。また、PETGなら開始250°C・終了220°Cに設定します。ステップ幅はデフォルトの5°Cで問題ありません。「OK」を押すと、温度タワーモデルが自動生成されます。
スライス後、プリンターに送信して印刷を開始します。印刷時間はPLAの温度タワーで約30〜40分です。印刷が完了したら、各ブロックを以下の4つの観点で評価します。(1)表面の滑らかさ:層の線が目立たず均一なブロックが高得点。(2)ブリッジ性能:各ブロック上部の橋渡し部分が垂れずにきれいに架かっているか。(3)ストリンギング:ブロック間の移動時に糸引きが少ないか。(4)オーバーハング:突き出し部分が崩れずに印刷されているか。
4項目すべてのバランスが最も良いブロックの温度が、そのフィラメントの最適印刷温度です。多くのPLAでは205〜215°Cの範囲に最適値が見つかります。
温度が決まったら、次はフロー量(押出量の倍率)を合わせます。「Calibration」メニューから「Flow Rate」を選択してください。Orca Slicerは「Coarse(粗調整)」と「Fine(微調整)」の2段階のフローテストを提供しています。まずCoarseで大まかな範囲を特定し、次にFineで1%刻みの精密調整を行う流れです。
Coarseテストでは、フロー倍率を-20%から+20%まで5%刻みで変化させた9枚の薄い正方形プレートが印刷されます。印刷時間は約15分です。各プレートの上面を指で触り、最も滑らかに感じるプレートの番号をOrcaに入力します。すると、その値を中心にFineテストが自動設定されます。Fineテストでさらに1%単位で追い込めば、フロー精度は±1%以内に収まります。フロー倍率がずれていると、上面に隙間(アンダーエクストルージョン)や盛り上がり(オーバーエクストルージョン)が発生するため、この調整は印刷品質に直結します。
高速印刷時にコーナーでフィラメントが過剰に押し出される問題を補正するパラメータです。「Calibration」メニューから「Pressure Advance」を選択すると、異なるPA値(0.0〜0.04の範囲が一般的)でラインパターンが印刷されます。パターンの中で、直線部分とコーナー部分の幅が均一に見えるラインのPA値が最適値です。PLAの場合、多くのダイレクトドライブ機で0.02〜0.035の範囲に収まります。PETGではやや低めの0.01〜0.025が目安です。
PA値が適正でないと、高速印刷(150mm/s以上)でコーナーに「膨らみ」や「すき間」が生じます。初心者は温度とフローの2つだけ調整すれば十分ですが、Bambu Lab A1 miniやP1Sで150mm/s以上の高速印刷を行う段階では、PA調整の効果が顕著に現れます。
重要なポイントとして、Orca Slicerでは調整結果をフィラメントプロファイルに直接保存できます。「Filament Settings」タブで該当するフィラメントプロファイルを開き、ノズル温度・フロー倍率・PA値をそれぞれ入力して保存してください。同じフィラメントを次回使用するとき、キャリブレーションをやり直す必要がなくなります。
メーカーごと、色ごとにプロファイルを分けて管理するのが理想的です。たとえば「PolyTerra PLA ホワイト」「PolyTerra PLA マットブラック」のように個別プロファイルを作成しておけば、フィラメント交換のたびに最適設定が自動適用されます。
これらのキャリブレーション3種(温度・フロー・PA)にかかる時間は合計で約1〜1.5時間。新しいフィラメントを購入するたびに実施すれば、メーカーや色が変わっても常に最高品質で印刷できます。
3Dプリンター フィラメント 選び方は複雑に見えますが、初心者の戦略はシンプルです。
ABSは密閉チャンバー付きプリンターを持つまで不要。ナイロンやPC(ポリカーボネート)は300°C以上のノズル温度と高度な温度管理が必要で、完全に上級者向けです。この3本を順番にマスターする過程で、物性値の読み方、温度キャリブレーション、フィラメント乾燥といった基礎知識が自然と身につきます。半年後には「3Dプリンター フィラメント 選び方」に迷わなくなっているはずです。
AIマテリアルインフォマティクス フィラメントで「最強の一本」を設計するで解説した「AIによる材料特性予測」の世界はまだ先の話です。まずはPLAの1kgスプールを買って、印刷を楽しんでください。
シリーズ第4回の明日は「3Dプリンター 初めての印刷」をお届けします。プリンターとPLAが届いた瞬間から、最初の作品を完成させるまでの完全ステップガイドです。