3Dモデル ダウンロードサイト10選【2026年最新】無料・有料STLファイル入手先
swiftwand swiftwand.ai
印刷は成功した。形は正しい。機能も問題ない。でも、手に取ると「安っぽい」。表面に走る細い横線――積層痕(レイヤーライン)が、3Dプリント特有の「いかにも作りました」感を生んでいます。
この積層痕こそ「もっときれいに作りたい」と思うきっかけです。しかし、最初に思い浮かぶ「ヤスリ」や「塗装」は初心者には最悪のアプローチです。ヤスリがけは技術と忍耐が必要です。さらに、塗装には専用の環境と道具がいります。つまり、時間もコストもかかります。
本記事では「3Dプリント 後処理」を3つのレイヤー(ソフトウェア/物理/化学)に整理し、Level 1の「スライサーAI設定」だけで8割の問題が解決することを示します。塗装なし、特殊な道具なしで、印刷物の見た目を劇的に改善する方法です。
積層痕が目立つ理由は、実は「高さ」そのものではありません。人間の指先の触覚分解能は約0.01mmですが、視覚が積層痕を認識するのは、主に「光の反射パターン」によってです。
FDM方式の断面を顕微鏡で見ると、各層は楕円形をしています。フィラメントが押し出されて潰れた形状です。この楕円が重なると、表面に微細な「段差」と「谷」が並びます。さらに、光がこの表面に当たると段差部分で散乱します。谷部分では影ができます。この規則的な明暗パターンを脳が「安っぽい」と認識するのです。
具体的にどう「安っぽく」見えるのか、いくつかの典型的なケースを挙げましょう。
まず白いPLAで印刷したスマホスタンド。蛍光灯の下で見ると、積層痕が影を作り、表面全体に横縞模様が浮かび上がります。射出成形の市販品と並べると一目瞭然で、3Dプリント品のほうが「手作り感」を強く放ちます。
次にフィギュアの曲面部分を見てみましょう。球体や頭部のようなカーブでは0.2mmでもギザギザが見えます。特に黒やダークグレーでは光の散乱が強調されます。したがって、積層痕がさらに目立ちます。一方、透明フィラメントでも問題があります。レイヤー間の微細な気泡が光を乱反射させます。その結果、本来の透明度が大幅に損なわれます。透明PETGの花瓶が「すりガラス」のように白濁する現象がこれです。
もう一つ見落とされがちなのが「触感」です。指で表面をなぞったときのザラつきは、視覚で認知する以上に「安っぽさ」を強調します。
ギフト用の小物入れやアクセサリーケースなど、手で触れるプロダクトでは、この触感の改善が使用者の満足度に直結します。
表面粗さの指標であるRa値で言えば、FDM標準印刷(0.2mm層)ではRa 12〜15μm程度ですが、射出成形品はRa 0.5〜2μm程度。この差を後処理で埋めていくのが本記事のテーマです。
レイヤー高さ0.2mm(標準設定)の印刷物では、1cm角の表面に50本の線が走ります。レイヤー高さを0.1mmにすると100本になり、0.05mmにすると200本になります。
しかし、レイヤー高さを半分にすると印刷時間はほぼ2倍になります。0.2mmの印刷物が2時間で完成するなら、0.1mmでは4時間、0.05mmでは8時間かかる計算です。この「品質と時間のトレードオフ」が、3Dプリント 後処理の需要を生んでいます。
さらに重要な事実があります。積層痕は「見える面」と「見えない面」で重要度が異なります。棚の上に飾るフィギュアの背面は誰も見ません。
工具ホルダーの内側は見えません。「すべての面を完璧にする」のではなく「目に見える面だけきれいにする」という発想が、効率的な後処理の出発点です。
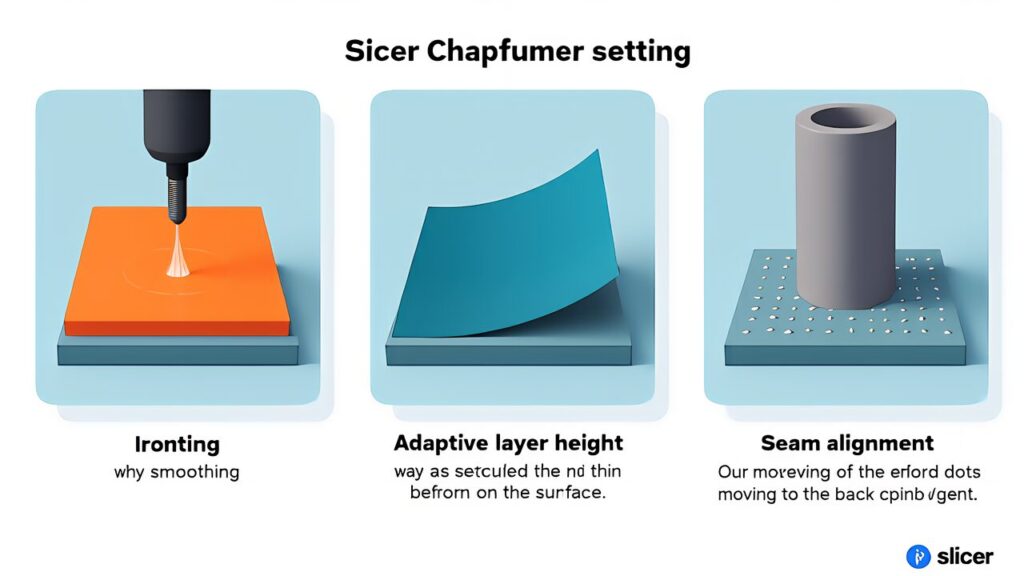
3Dプリント 後処理の最も効率的な方法があります。それは「印刷前にスライサー設定で最適化する」ことです。「積層痕」をスライサー設定ひとつで”ツルツル”にするプロの時短術で詳しく解説しました。ここでは、その中核となる3つの設定を改めて紹介します。
アイロニングは、各層の最上面(トップサーフェス)をノズルが追加パスで「なぞる」機能です。通常の印刷後に、ノズルが少量のフィラメントを押し出しながら表面を滑走し、凹凸を溶かして平滑化します。衣服のアイロンがけと同じ原理です。
設定方法は簡単です。「Quality」→「Ironing」をONにするだけです。デフォルト設定で十分な効果が得られます。具体的には、トップサーフェスのRa値が半分以下に低減されます。特に、ネームプレートの文字面やコースターの上面に有効です。つまり、「人の目に直接触れる平面」にとりわけ効果的です。
さらに細かく調整したい場合の設定を紹介します。「Ironing Flow」は押し出し量を制御します。デフォルト値は15%です。しかし、PLAの場合は10%に下げるとムラを防げます。「Ironing Speed」はデフォルトの15mm/sで問題ありません。ただし、PETGの場合は10mm/sに落とすと糸引きを抑制できます。
注意点として、アイロニングは印刷時間を10〜20%増加させます。また、側面には効果がありません。つまり「上面だけ滑らかにしたい」場合の機能です。さらに、複雑な上面形状では時間増加が30%に達するケースもあります。したがって、事前にスライスプレビューで所要時間を確認しましょう。
適応積層ピッチは、モデルの形状に応じてレイヤー高さを自動的に変化させる機能です。垂直に近い壁では太いレイヤー(0.2〜0.28mm)を使って高速に印刷し、カーブや傾斜面ではレイヤーを薄く(0.08〜0.12mm)して積層痕を目立たなくします。
最新バージョンでは適応積層のアルゴリズムが改善されています。設定は「Quality」→「Adaptive Layer Height」をONにするだけです。全体の印刷時間を大幅に増やさずに曲面の見た目を改善できます。
球体やフィギュアの頭部など、曲面が多いモデルで特に効果を発揮します。印刷時間の増加はモデル形状によって異なりますが、一般的に5〜15%程度です。
具体的な数値で効果を示しましょう。直径50mmの球体を0.2mm固定で印刷すると極付近に段差が現れます。しかし、適応積層をONにすると極付近が自動で0.08mmになります。その結果、段差がほぼ視認できないレベルに改善されます。一方、赤道付近は0.24mmの厚いレイヤーのままです。したがって、全体の印刷時間はわずか12%の増加で済みます。全層0.08mm固定では印刷時間が2.5倍になることを考えると効率的です。
各層の印刷は「どこかの点」から始まり、一周して戻ってきます。この開始/終了点に微細な継ぎ目(シーム)が発生します。デフォルト設定では、シームの位置がランダムに分散されるため、モデル表面全体にポツポツとした痕跡が散らばります。
「Seam Position」を「Aligned」に変更しましょう。すべてのシームが同じ位置に揃います。通常は最も目立たないコーナーの裏側に集約されます。したがって、正面から見たときの見た目がすっきりします。特に円筒形のモデル(花瓶やペン立て)では背面配置が効果的です。正面からはシームが見えなくなります。
さらに高度なテクニックもあります。「Seam Position」を「Nearest」に設定する方法です。加えて、3Dモデル側にシャープエッジを設けます。例えば、箱型ケースの背面に0.5mm程度のリブを追加します。すると、スライサーがそのリブをシームの集約点として選択します。この方法なら機能性を損なわずにシーム位置を制御できます。
この3つの設定を組み合わせるだけで、後処理をまったく行わなくても「素人っぽさ」が大幅に軽減されます。印刷時間の増加も合計で15〜30%程度に抑えられるため、コストパフォーマンスは非常に高いです。

デジタル後処理で解決できない問題、たとえばサポート材の除去跡や大きなブロブ(樹脂の溜まり)には、物理的な後処理が必要です。ただし、高価な工具は不要です。100円ショップとホームセンターで揃うキットで十分に対応できます。
| 工具 | 用途 | 入手先 | 価格目安 |
|---|---|---|---|
| デザインナイフ | サポート材の除去、バリ取り | 100均 | 110円 |
| 耐水ペーパー(#400, #800, #1200) | 表面研磨 | ホームセンター | 300円/セット |
| ニッパー | サポート材の粗取り | 100均 | 110円 |
| スポンジヤスリ | 曲面の研磨 | 100均 | 110円 |
| 瞬間接着剤 | パーツの接合、隙間充填 | 100均 | 110円 |
研磨は「粗い番手から細かい番手へ」が鉄則です。以下に各工程を詳しく解説します。
工程1:#400で粗研磨(5cm角で約5分)。まず#400の耐水ペーパーで大きな凹凸を落とします。この工程の目的は積層痕の「山」を削ることです。削る方向は積層痕と直交する方向にしてください。平行に削ると溝に沿って滑るだけです。指先で段差を感じなくなったら次の工程に進みましょう。
工程2:#800で中仕上げ(所要時間の目安:5cm角の面で約3分)
800では#400の削り跡(スクラッチ)を消していきます。ここから削る方向を90度回転させます。#400で縦方向に削ったなら、#800では横方向に削ります。前工程のスクラッチが完全に消え、表面が均一なマット状態になったら次に進みます。
工程3:#1200で仕上げ研磨(所要時間の目安:5cm角の面で約3分)
1200では表面に微かな光沢が出始めます。再び削る方向を90度回転させ、円を描くように均一に磨きます。この工程が終わると、指で触ったときのザラつきはほぼ消えています。
すべての工程で水をかけながら作業しましょう。ウェットサンディングと呼ばれる手法です。削りカスの詰まりを防ぎ、滑らかな仕上がりが得られます。具体的には、小さなボウルに水を張ります。ペーパーを浸しながら作業するのが効率的です。さらに、曲面にはスポンジヤスリが便利です。
PLAの研磨では力の入れすぎに注意してください。ガラス転移温度は約60℃と低いです。したがって、高速で擦ると摩擦熱で表面が軟化します。白く曇ってしまうことがあります。ゆっくり均一な力で研磨するのがコツです。具体的には、指2本で軽く押さえる程度の圧力が目安です。
研磨後の仕上げにはタミヤの「コンパウンド(仕上げ目)」が有効です。柔らかい布(メガネ拭きが最適)に少量取って磨きます。透明フィラメントならガラスのような透明度が得られます。さらに、白や黒のPLAでも艶のある光沢面に仕上がります。
塗装を前提とした後処理の場合、研磨後にMr.サーフェイサー(1000番)を吹き付けることで、微細な凹凸をさらに埋めて滑らかな塗装下地を作れます。サーフェイサーはグレーカラーなので、残っている積層痕が一目で分かり、追加研磨が必要な箇所を簡単に特定できます。
ただし、これは「塗装したい場合」のオプションです。初心者がいきなりサーフェイサー→塗装に進む必要はありません。Lv1のスライサー設定で満足できない場合に、初めて検討すれば十分です。
Lv2の物理後処理は「確実に効果が出る」方法です。スライサー設定は形状やフィラメントとの相性に左右されます。しかし、研磨は物理的に凹凸を削り取ります。したがって、素材やモデル形状を問わず一定の成果が得られます。
ABS素材に限定されますが、アセトン蒸気による表面仕上げは、人の手では到達できない「射出成形品のような」滑らかさを実現します。Meshy 6の3Dプリント自動パイプラインで作成したモデルをABSで出力し、アセトン仕上げを施せば、市販品と見間違える品質になります。
アセトンの蒸気がABSの表面を化学的に溶解します。溶けた表面が自然に流れて再固化します。その結果、積層痕が消滅し光沢のある滑らかな表面になります。ただし、PLAやPETGはアセトンに溶けません。したがって、この方法はABS専用です。
化学的な仕組みを補足します。アセトンはABSのスチレン成分を選択的に溶解します。表面のおよそ0.05〜0.1mmが一時的に液状化します。さらに、表面張力の作用で凹凸が平坦化されます。その後アセトンが蒸発し溶けた層が再固化します。このプロセスに必要な時間は30〜60分程度です。
処理時間が長すぎるとディテールが失われます。フィギュアの顔や小さなテキスト彫刻がある場合は注意が必要です。具体的には、20分ごとに容器を開けて確認しましょう。また、初回は不要なテストピースで練習してください。3cm角の立方体などが最適です。
アセトンは揮発性が高く引火性があります。引火点はマイナス20℃です。したがって、火気厳禁で換気の良い場所で作業してください。さらに、ニトリル手袋を着用しましょう。蒸気を直接吸い込まないことも大切です。具体的には、屋外またはベランダでの作業を推奨します。
初心者にとって、Lv3のアセトン処理は「上級テクニック」の位置付けです。Lv1のスライサー設定と、必要に応じてLv2の研磨で、日用品レベルの仕上がりは十分に達成できます。

3Dプリント 後処理の世界を3つのレイヤーに整理しました。
| レベル | 方法 | 難易度 | コスト | 効果 |
|---|---|---|---|---|
| Lv1 | スライサー設定(アイロニング/適応積層/シーム最適化) | 初心者向け | 0円(設定のみ) | 70〜80%の改善 |
| Lv2 | 物理後処理(研磨/サーフェイサー) | 中級者向け | 約2,000円 | 90%の改善 |
| Lv3 | 化学後処理(アセトン蒸気/ABS限定) | 上級者向け | 約500円 | 95%以上の改善 |
初心者はまずLv1から始めてください。アイロニング、適応積層ピッチ、シーム位置の最適化。この3つの設定をONにするだけで、追加コストゼロ、追加作業ゼロで、印刷物の見た目が劇的に変わります。
表面仕上げのプロの時短術の記事と合わせて読めば、3Dプリント 後処理の全体像が見えてくるはずです。
明日のシリーズ最終回は「AI 3Dプリント ワークスペース構築」です。この1週間で学んだすべてを活かすための「自宅ファブラボ」環境を、1万円で構築する方法を解説します。