愛するペットを永遠に残す新しい形〜3Dフィギュア制作の魅力とは
dify-api swiftwand.ai
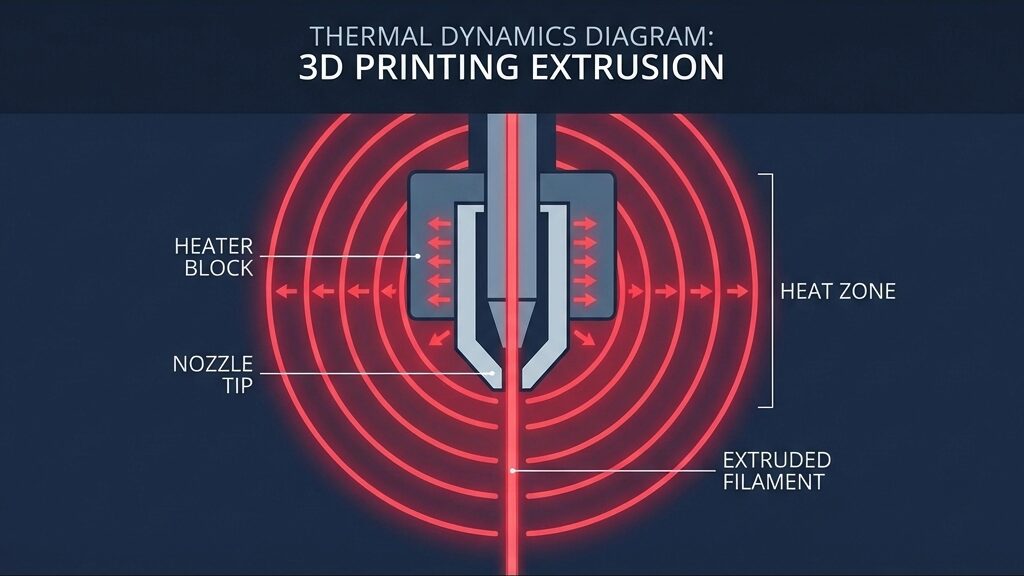
3Dプリント、特にFDM方式において最大の敵は「熱収縮」である。
ABSやナイロン、PC(ポリカーボネート)といった高機能素材は、冷却過程で激しく収縮し、ベッドから剥がれ、反り上がり、積層割れを引き起こす。
これまでメイカーたちは、段ボールで囲ったり、ヘアスプレーを大量に吹き付けたりと、対症療法でこれと戦ってきた。
だが、その戦いは終わる。
QIDI Tech X-Max 3がもたらす「アクティブヒートチャンバー」と、AI制御のKlipperファームウェアが、
スーパーエンプラ(Super Engineering Plastics)の領域をデスクトップに解放したからだ。
多くの「エンクロージャー付き」プリンターは、単に熱を逃がさないだけの「パッシブ保温」だ。
つまりこれでは庫内温度はせいぜい40〜50℃止まりで、大型のABSやASAパーツの反りを完全に防ぐことはできない。
QIDI Tech X-Max 3は違う。最大65℃まで昇温可能な独立したヒーターを搭載し、庫内を積極的に加熱・制御する。
これにより、プリント中のモデル全体をガラス転移点付近の均一な温度環境に保ち、内部応力の発生を極限まで抑制する。
これは数百万円の産業用ストラタシス機で採用されている手法と同じ思想だ。

スーパーエンプラの代表格である「カーボンファイバー配合ナイロン(PA12-CF)」は、驚異的な強度を持つ反面、ノズル詰まりや造形速度の低下を招きやすい。
しかし、X-Max 3はCoreXY構造とKlipperファームウェアの組み合わせにより、この常識を覆した。
硬いフィラメントを高速で押し出す際、フレームの微細な振動が造形品質を落とす。
X-Max 3はADXL345加速度センサーを用い、共振周波数を計測。AIアルゴリズムがモーターの動きを微調整し、振動を相殺する。
これにより、カーボンナイロンであっても600mm/sという爆速でのプリントが可能になった。
もはや、3Dプリンターは試作機ではない。耐熱性、耐薬品性、高強度を兼ね備えた最終部品製造機だ。
これらが、自宅のデスク上で、反りなしで安定して生産できる。
QIDI Tech X-Max 3は、約10万円台という価格帯で、これまで産業用機器の独壇場だった領域に風穴を開けたのだ。
「反るからPLAにしておこう」という妥協は、もう必要ない。アクティブヒートチャンバーとAI制御が、素材の本来のポテンシャルを引き出す。
あなたのアイデアが、物理的な強度と耐久性を持って具現化するとき、
メイカーとしてのレベルは一段階引き上げられるだろう。