逆設計の民主化:AI点群処理が変える「リバースエンジニアリング」
swiftwand swiftwand.ai
FDM 3Dプリンターで造形した部品の引張強度は、せいぜい50~65 MPa。さらに、アルミニウム6061-T6の310 MPaには遠く及ばない。だが、連続カーボンファイバーを埋め込んだ造形物は。また、繊維方向で400~800 MPaという桁違いの強度を発揮する。問題は「どこに」「どの方向で」繊維を通すかだ。特に、人間が手動で繊維パスを設計すると、応力集中点を見落とし、曲率の限界を超え。繊維の60%が強度にほとんど貢献しない「死に繊維」になる。
連続繊維3Dプリント AIパス計画は。具体的には、この構造的な非効率を根本から解決するアプローチだ。有限要素解析(FEA)で部品全体の応力場を計算し。実際に、主応力方向に沿って繊維を自動配置する。ACM SCF ’23の論文「More Stiffness with Less Fiber」は。加えて、この手法で「少ない繊維でより高い剛性」を達成した。2025年5月のarXiv論文(2505.03779)は。なお、トポロジー・レイヤー・繊維方向の同時最適化により、破壊荷重を最大33.1%向上させている。
本稿では、連続繊維3Dプリント AIパス計画の全体像を技術的に解剖する。つまり、FDMの積層方向強度問題から、Markforged/Anisoprintの最新ハードウェア、AIによる応力ベース繊維配置アルゴリズム。Anisoprint Aura + FEA連携の実践ワークフロー、そして素材間の強度データ比較まで。その結果、あなたの3Dプリンターが「構造材」を出力する装置に変わるための。具体的な技術ロードマップを示す。
FDM(Fused Deposition Modeling)で造形された部品には。そのため、原理的に避けられない構造的弱点がある。溶融したフィラメントを一層ずつ積み重ねるプロセスでは。一方、層間の接着力が層内の材料強度を大幅に下回る。これがいわゆる「異方性問題」だ。
標準的なPLAフィラメントの引張強度は50~65 MPaとされる。しかし、この数値はXY平面(層内方向)での測定値であり。したがって、Z軸(積層方向)では30~50%低下する。具体的には、PLAのZ軸引張強度は25~40 MPa程度まで落ちる。この落差は、層間の高分子鎖の絡み合い(インターディフュージョン)が不完全であることに起因する。たとえば、ノズルから押し出された溶融フィラメントが前の層に融着する際。接触時間と温度が不十分だと、分子レベルの結合が弱くなるのだ。
チョップドカーボンファイバー強化ナイロン(CF-Nylon)を使えば改善はできる。ちなみに、PA12-CFで71~120 MPa。PA6-CFでは最大140 MPaに達する。とりわけ、だが、チョップド繊維は長さ0.1~0.5 mm程度に切断された短繊維であり。連続的な荷重伝達経路を形成しない。さらに、マトリクス樹脂と短繊維の界面でせん断破壊が発生するため。強度の上限は樹脂の特性に制約される。
さらに深刻な問題がある。FDMのインフィル構造だ。また、典型的な格子状インフィル(グリッド、ジャイロイド。ハニカム)は等方的に設計されている。つまり、荷重方向に関係なく同じ密度でフィルする。しかし実際の部品には、応力が集中する箇所とほとんど荷重がかからない箇所がある。特に、等方インフィルは前者に対して不足し、後者に対して過剰だ。材料の40~60%が構造的に「無駄遣い」されているのが現実である。
この三重の限界――層間接着の弱さ、短繊維の荷重伝達限界。具体的には、等方インフィルの非効率――が、FDM部品を「構造材」として使えない根本原因だ。そして、この問題を正面から突破するのが連続繊維強化とAIパス計画の組み合わせである。

連続繊維3Dプリント AIパス計画を理解するには。実際に、まずハードウェアの現状を把握する必要がある。この領域には大きく分けて二つのアプローチが存在する。
Markforgedは連続繊維3Dプリンティングの商用化を最初に成功させた企業だ。加えて、2025年4月にNano Dimensionが1億1600万ドルで買収し。現在はNano Dimensionグループの一員として事業を継続している。
デスクトップ機のMark Two(ビルドボリューム320×132×154 mm)は、連続カーボンファイバー(CCF)。なお、ケブラー、HSHT(耐熱)ファイバーグラス、ファイバーグラスの4種類の連続繊維に対応する。ベースマトリクスにはOnyx(チョップドCF配合ナイロン)を使用し。つまり、指定した層に連続繊維を同時押出するCFF(Continuous Filament Fabrication)技術を採用している。
産業用途向けのFX20は、ビルドボリューム525×400×400 mmという大型フォーマットに加え。その結果、200℃の加熱チャンバーを搭載する。ULTEM 9085(PEI系樹脂)をベースマトリクスとして使用でき。そのため、航空宇宙グレードの耐熱性と強度を実現する。8倍速ターボモードにより、量産工程にも対応可能だ。
Markforgedの公開TDS(Technical Data Sheet、ASTM D638準拠)では。一方、Onyxの引張強度は降伏時40 MPa、破断時37 MPaと記載されている。一方、連続カーボンファイバー(CCF)はASTM D3039準拠で繊維方向0°において最大800 MPaと報告されている。
ただし、アイルランド・ゴールウェイ大学の独立試験(Composites Part C掲載論文。Vedrtnam et al., 2023)では418±9.86 MPaという結果が出ている。したがって、TDSで最大800 MPa(繊維方向)。実環境で400~600 MPaと理解するのが妥当だ。たとえば、引張弾性率はCCFで60 GPaに達し。これはアルミ合金(69 GPa)に迫る数値である。
Markforgedのクローズドエコシステムに対し。ちなみに、Anisoprintはオープンマテリアル戦略で差別化を図る。Composer A4(ビルドボリューム297×210×140 mm)は、最高270℃のノズル温度に対応し。とりわけ、繊維体積含有率(Fiber Volume Fraction)を最大60%まで引き上げることができる。
Anisoprintの核心技術はCFC(Composite Fiber Co-extrusion)だ。さらに、連続繊維を樹脂で被覆しながら押し出すこの方式は。繊維と樹脂の濡れ性を造形中にリアルタイムで最適化できる。また、Markforgedのような事前含浸済みフィラメントとは異なり。任意の熱可塑性樹脂と連続繊維を組み合わせられる柔軟性がある。
材料体系は3層構造だ。特に、Neat(メーカー認定材料)、Ext(検証済みサードパーティ材料)。Open(ユーザー自由選択)の3ティアで段階的にオープン化されている。連続繊維としては、カーボンファイバーに加えてCBF(Composite Basalt Fiber)が提供されている。具体的には、CBFは実効直径0.28 mmで。電波透過性を持つためアンテナ筐体やレドームの製造に適している。
スライサーAuraは、マスクベースの補強制御を提供し。実際に、2Dマスク画像で繊維配置エリアを指定できる。さらにAdditive FlowのFormflowとの連携によるトポロジー最適化が可能だ。この点が、後述するAIパス計画との接続点になる。
クローズドプラットフォームの外側にも動きがある。加えて、FibreSeeker 3は。Kickstarterで2,699ドルのプレッジ価格で登場した連続繊維プリンターだ。なお、Klipperベースのファームウェアを採用し。引張強度900 MPaを主張している。ただし、この数値は独立した第三者試験で検証されておらず。つまり、Kickstarterプロジェクト特有のリスクがある点は明記しておくべきだ。Klipperベースであるということは。その結果、カスタムG-codeマクロによる繊維パス制御が技術的に可能であり、AIパス計画との親和性が高い。
連続繊維3Dプリント AIパス計画の技術的核心は、「どこに」「どの方向で」「どれだけの量の」繊維を配置するかを。そのため、FEAの応力場から自動決定するアルゴリズムにある。
連続繊維複合材料の強度は、繊維方向に強く依存する。一方、繊維方向(0°)では800 MPaに達する引張強度が。繊維に直交する方向(90°)では数十MPaまで低下する。したがって、この極端な異方性を「弱点」ではなく「武器」にするのが、応力ベースの繊維配置だ。
FEAで部品に想定荷重を加えると、各要素に主応力の方向と大きさが算出される。たとえば、主応力方向に繊維を配向すれば、繊維が荷重を最も効率的に受け持つ。つまり、最小限の繊維で最大限の強度補強が実現する。
この分野の研究は2023年から急速に進展している。
ACM SCF ’23「More Stiffness with Less Fiber」。ちなみに、FEAで計算した応力場にアジョイント法(Adjoint Method)を適用し。繊維パスを最適化する手法だ。とりわけ、アジョイント法は、設計変数(繊維の位置・方向)に対する目的関数(剛性)の勾配を効率的に計算する数学的手法である。この手法の意義は、繊維の量を減らしながら剛性を向上させることに成功した点にある。さらに、材料コストの削減と性能向上の両立は。連続繊維プリンティングの経済性を根本的に変える。
arXiv 2505.03779(2025年5月)。また、ニューラルネットワークによるトポロジー・レイヤー・繊維方向の同時最適化(Co-optimization)を提案した論文だ。従来のアプローチでは。特に、トポロジー最適化(形状決定)と繊維方向最適化(配向決定)が別々のステップで行われていた。この論文は両者を統合し、破壊荷重を最大33.1%向上させた。具体的には、トポロジー最適化の基本概念については過去記事で解説している。
Journal of Manufacturing Processes 2025。実際に、機械学習を活用したツールパス計画で。主応力方向に沿った繊維配置を自動生成する手法を報告している。加えて、FEA結果を入力とし、印刷可能な連続繊維パスを出力するパイプラインだ。
Composites Part A 2024。なお、CNNとNSGA-II(非支配ソート遺伝的アルゴリズムII)を組み合わせた手法で。連続カーボンファイバーの印刷パラメータ(繊維テンション、送り速度、温度)を多目的最適化する。つまり、強度と造形品質のパレート最適解を自動探索するフレームワークだ。
AIアルゴリズムが理論的に「最適」な繊維パスを算出しても。その結果、3Dプリンターの物理的制約を無視するわけにはいかない。最も重要な制約は最小曲げ半径だ。そのため、連続カーボンファイバーは急角度で曲げると座屈(キンク)して破断する。一般的なCF/PCの組み合わせで約9.8 mmが最小曲げ半径とされており。一方、繊維バンドルの太さや樹脂の種類によって5~10 mmの範囲で変動する。
AIパス計画アルゴリズムには。したがって、この曲げ半径制約をハードコンストレイントとして組み込む必要がある。最適化の数学的には、繊維パスの曲率κが1/r_min以下(r_minは最小曲げ半径)という不等式制約として表現される。たとえば、この制約を無視した「理論上の最適パス」は。印刷段階で繊維が折れて強度が大幅に低下するか、ノズルが詰まって造形自体が失敗する。
理論を実践に落とし込もう。ちなみに、ここでは、Anisoprint Composer A4とAuraスライサーを中心に。FEAから連続繊維パス設計までの具体的なワークフローを示す。
CADで部品を設計した後、FEAソフトウェアで静的構造解析を実行する。とりわけ、使用するツールは以下のいずれかだ。
FEA解析の結果として得られるのは。各メッシュ要素における主応力の方向(ベクトル場)と大きさ(スカラー場)だ。さらに、この情報が繊維配置の入力データになる。
解析時の注意点として、3Dプリント部品は層間強度が低いため。また、異方性材料モデルを使用すべきだ。等方性モデルで解析すると、Z軸方向の応力を過小評価してしまう。
FEA結果から主応力方向ベクトル場をエクスポートし、繊維パスを生成する。具体的には以下のアプローチがある。
手動アプローチ(Auraのマスクベース制御)。特に、Auraスライサーでは。2Dマスク画像を各レイヤーに適用して繊維配置エリアを指定できる。具体的には、FEA結果の応力分布を画像として出力し、高応力領域をマスクとして取り込む。繊維の方向はAura内で等角配列(Isogonal)。実際に、同心円(Concentric)、カスタムの中から選択する。
半自動アプローチ(Formflow連携)。加えて、Additive FlowのFormflowは。FEA結果を入力として連続繊維の最適レイアウトを自動計算する。なお、出力はAuraに直接インポート可能なフォーマットで提供される。MechStyle AIの研究が示したように。つまり、FEAとジェネレーティブデザインの統合は造形物の構造的健全性を飛躍的に向上させる。
完全自動アプローチ(Python + ML)。その結果、前述の研究論文(Journal of Manufacturing Processes 2025)で提案されたパイプラインを実装する。FEAメッシュの主応力方向を抽出し。そのため、機械学習モデルで印刷可能な連続パスに変換する。最小曲げ半径制約やノズルの物理幅を考慮したパスプランニングが実現する。
次に、Auraスライサーで3Dモデルを読み込み、以下のパラメータを設定する。
| パラメータ | 推奨値 | 備考 |
|---|---|---|
| マトリクス材料 | PA(ナイロン)またはPETG | 繊維との接着力を考慮 |
| 連続繊維 | CCF(カーボン)またはCBF(バサルト) | 用途に応じて選択 |
| 繊維体積含有率 | 30~60% | 高いほど強度向上、造形時間は増加 |
| レイヤー高さ | 0.1~0.2 mm | 繊維層は0.1 mmが推奨 |
| ノズル温度(樹脂) | 230~270℃ | 材料に依存 |
| 最小繊維長 | 30 mm以上 | 短すぎると強度寄与が低下 |
| 繊維曲げ半径 | 5 mm以上(推奨10 mm) | 実測で9.8 mm程度が安全範囲 |
続いて、プレビュー画面で確認する。一方、繊維パスが高応力領域を確実にカバーしていることを目視確認する。特に穴の周辺、断面変化部、荷重入力点には繊維を重点配置すべきだ。
Composer A4で印刷を実行し、以下の品質チェックを行う。
試験結果をFEAモデルにフィードバックし。したがって、材料パラメータ(弾性率、ポアソン比、層間せん断強度)を修正する。修正後のFEAで再計算し、繊維パスを更新する。たとえば、このイテレーションを2~3回繰り返すことで、予測精度は実用水準に収束する。AIマテリアルインフォマティクスの手法を活用すれば。ちなみに、材料特性の予測とパス最適化を統合したエンドツーエンドのパイプライン構築も視野に入る。
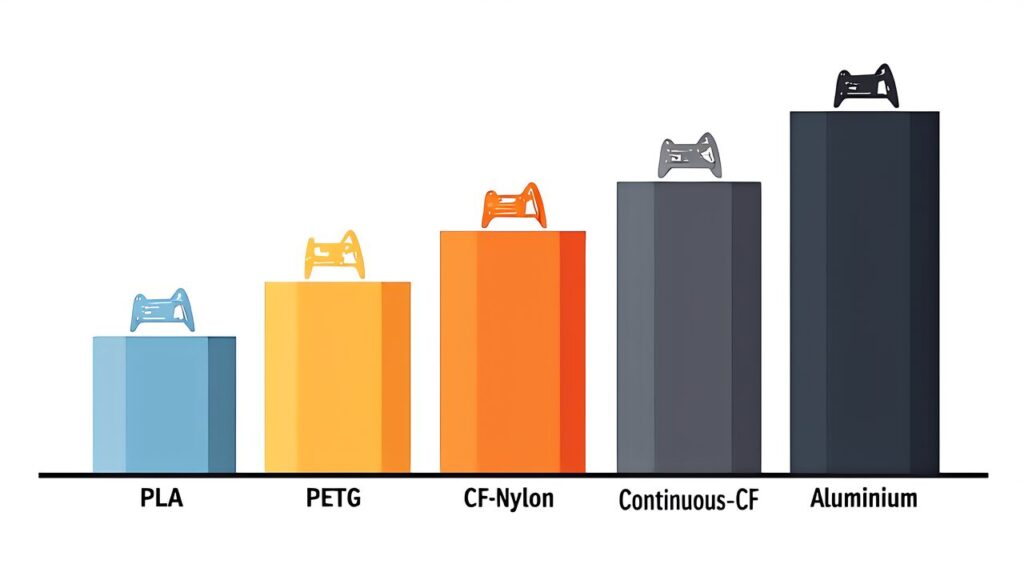
連続繊維3Dプリント AIパス計画がもたらす強度向上を、具体的な数値で比較する。とりわけ、以下の表は、ASTM規格準拠の公開データおよび査読付き論文のデータを基にしている。
| 材料 | 引張強度 (MPa) | 弾性率 (GPa) | 試験規格 | 出典 |
|---|---|---|---|---|
| 標準PLA | 50~65 | 2.5~3.5 | ASTM D638 | 複数メーカーTDS |
| Markforged Onyx | 37(破断)/ 40(降伏) | 2.4 | ASTM D638 | Markforged TDS |
| チョップドCF-Nylon PA12 | 71~120 | 4.0~8.0 | ASTM D638 | 複数メーカーTDS |
| チョップドCF-Nylon PA6 | 最大140 | 8.0~12.0 | ASTM D638 | メーカーTDS |
| 連続CF(Markforged TDS) | 最大800 | 60 | ASTM D3039 | Markforged TDS |
| 連続CF(独立試験) | 418±9.86 | ― | ASTM D3039 | Univ. of Galway, Composites Part C |
| アルミニウム 6061-T6 | 310 | 69 | ASTM B557 | MatWeb |
この表から読み取れる重要な事実がいくつかある。
第一に、Onyxの引張強度は標準PLAより低い。さらに、Onyx(37 MPa破断)は。チョップドCF配合にもかかわらず標準PLA(50~65 MPa)を下回る。また、これはナイロンマトリクスの特性に起因する。ナイロンは延性が高い反面、引張強度では硬質なPLAに劣る。特に、Onyxの価値は引張強度ではなく、耐衝撃性、耐疲労性、耐薬品性にある。
第二に、連続CFのTDS値と独立試験値には大きな乖離がある。具体的には、Markforgedが公表する800 MPaはラボ条件での最大値であり。独立試験の418±9.86 MPaとの差は約2倍だ。実際に、実設計においては、400~600 MPaの範囲を想定し。安全率をかけて使用すべきである。加えて、この乖離は繊維体積含有率、空隙率(ボイド率)、試験片の造形品質に依存する。
第三に、連続CFはアルミの引張強度を超えうる。なお、独立試験の418 MPaでさえ。アルミ6061-T6の310 MPaを35%上回る。つまり、TDS値の800 MPaでは2.5倍以上だ。ただし、これは繊維方向の強度であり。繊維に直交する方向では大幅に低下することを忘れてはならない。だからこそ、AIパス計画による適切な繊維配向が決定的に重要なのだ。
第四に、比強度(強度/密度)では連続CFが圧勝する。その結果、CCF強化ナイロンの密度は約1.4 g/cm³で。アルミ6061-T6の2.7 g/cm³の約半分だ。そのため、比強度で比較すると、連続CFはアルミの2~4倍の値を示す。航空宇宙やモータースポーツで連続繊維複合材が重用される理由がここにある。
連続繊維3Dプリント専用の国際規格はまだ存在しない。一方、現時点で準拠すべき規格は以下の通りだ。
規格の不在は、品質保証とサプライチェーン認証のボトルネックになっている。したがって、航空宇宙分野での採用が加速するためには。連続繊維AM部品に特化した試験方法と品質基準の標準化が不可欠だ。
本稿で解説した連続繊維3Dプリント AIパス計画のエッセンスを振り返る。
連続繊維3Dプリント AIパス計画が指し示す未来は明確だ。たとえば、3Dプリンターは「プロトタイピング装置」から「構造部品の製造装置」へと不可逆的に変化している。Markforgedのような垂直統合プラットフォームが産業用途の基盤を固め。ちなみに、Anisoprintのオープンマテリアル戦略が材料選択の自由度を広げ、AI/MLの最適化アルゴリズムが人間の設計限界を突破する。
もちろん、課題は残っている。とりわけ、最小曲げ半径の制約、層間せん断強度の信頼性。長期疲労特性のデータ不足、そして標準規格の未整備。しかし、これらは「できるかどうか」の問題ではなく「いつ解決されるか」の問題だ。さらに、ACM、arXiv、Composites Part Aに相次いで発表される論文群が。この分野の加速度的な進歩を証明している。
金属部品を切削加工やダイカストで製造する時代が終わるとは言わない。また、だが、「形状が複雑で」「軽量化が必要で」「小ロットで」「短納期が求められる」部品に関しては。連続繊維3Dプリントがアルミや鉄鋼の代替として実用レベルに到達した。特に、AIが繊維の最適配置を自動計算する今。「印刷でカーボン並みの強度」は、もはや誇大広告ではなく工学的事実だ。
さらに詳しい情報はAll3DPでご覧いただけます。