3Dモデル ダウンロードサイト10選【2026年最新】無料・有料STLファイル入手先
swiftwand swiftwand.ai
AIが3Dモデルを生成する時代が到来しました。また、テキストで指示すれば、数分でSTLファイルが手に入ります。しかし、そのSTLをそのまま印刷すると、どうなるか。穴だらけのメッシュがノズルを混乱させ、薄すぎる壁が印刷中に崩壊し。急すぎるオーバーハングがスパゲッティと化す。また、AI生成モデルの「生データ」は、そのままでは「完成品」にはなりません。
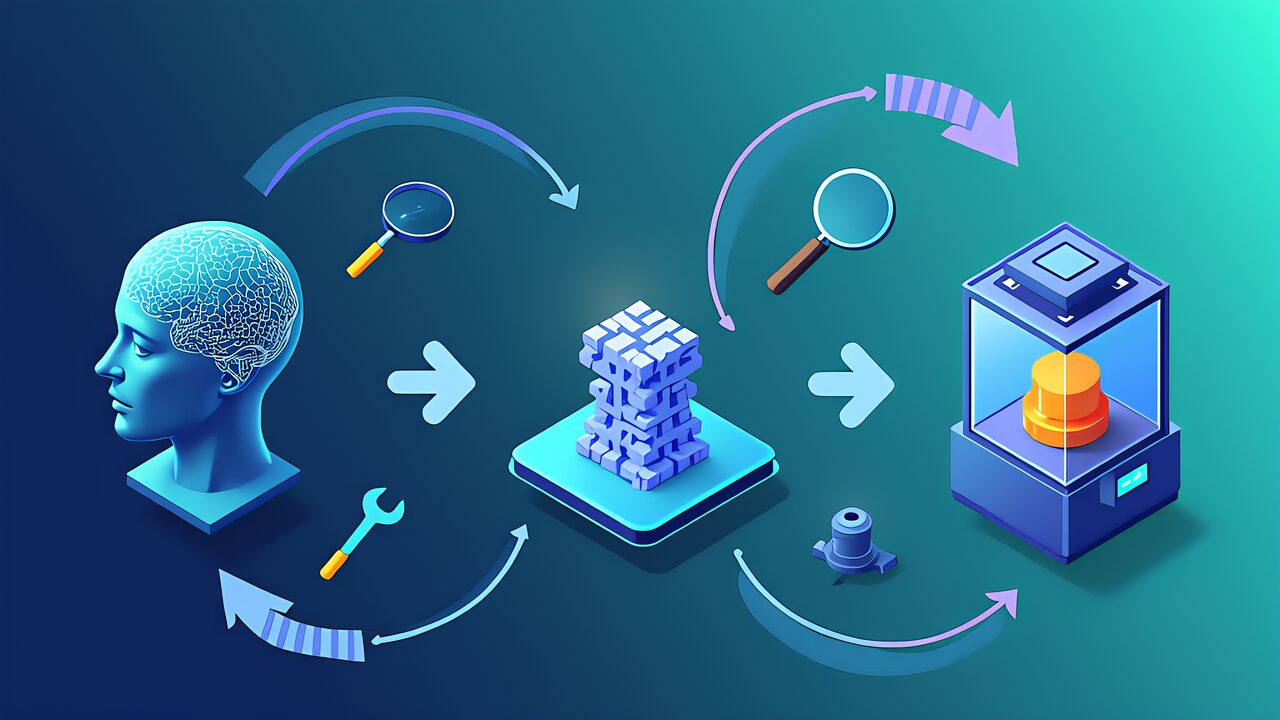
本記事ではAI 3Dプリント ワークフローの「生成後」に焦点を当てます。さらに、AIが出力したSTLファイルを検査し、修復し。さらに、最適なスライサー設定で印刷し、結果を評価してAIにフィードバックする。具体的には、この一連のサイクルを体系化することで。AI生成モデルの印刷成功率を劇的に向上させます。
具体的には、Claude Codeで作ったモデルも。Google Antigravityで作ったモデルも。生成後に必要な工程は同じです。特に、本記事では。どのツールで生成したモデルにも共通する「完成品化」の全工程を解説します。

AI 3Dプリント ワークフローを確立するには。まずAI生成モデルが抱える典型的な問題を理解する必要があります。Text-to-3DツールやAIモデリングエージェントが出力するSTLには。3つの構造的な問題が高頻度で発生します。
特に、非多様体(ノンマニフォールド)メッシュとは。現実世界に存在しえない幾何学的構造を持つメッシュのことです。具体的には、1つのエッジを3つ以上の面が共有している状態。つまり、面の法線が反転している箇所、メッシュ内部に浮遊する孤立した頂点や辺が該当します。
なぜこれが問題なのか。例えば。例えば、スライサーはSTLメッシュを水平にスライスして各層のツールパスを計算しますが。非多様体な箇所では「内側」と「外側」の判定が破綻します。つまり、結果として、スライサーが異常なインフィルパターンを生成したり。加えて、特定の層だけ壁が消失したりする不具合が起きます。
AI生成モデルでは、複雑な形状の交差部分や。有機的な曲面の接合部で非多様体が発生しやすい傾向があります。加えて。Meshyやその他のText-to-3Dツールが内部的に使用するニューラルネットワークは。見た目の「それらしさ」を最適化しますが、幾何学的な整合性は保証しません。
一方、FDM方式の3Dプリンターでは。物理的に再現できる最小の壁厚はノズル径によって決まります。一方、標準的な0.4mmノズルの場合、理論上の最小壁厚は0.4mmです。しかし実用的には、単一壁(0.4mm)は構造強度が極めて低く。印刷中の振動や冷却収縮で容易に破損します。推奨される最小壁厚は0.8mm(2壁分)以上です。
しかし、AI生成モデルは、この物理制約を考慮せずに形状を生成することがあります。しかし、装飾的なフィン、薄い縁取り。繊細な突起部分が0.2〜0.3mmの壁厚で生成されるケースは珍しくありません。また、スライサー上では一見問題なく見えても。実際の印刷では溶融フィラメントが定着せず、糸引きやブロブの原因になります。
FDMプリンターでは、空中に突き出す構造(オーバーハング)は重力との戦いです。さらに、一般的に45度を超えるオーバーハングにはサポート材が必要になります。具体的には、AI生成モデルは、この制約を無視した形状を生成することが多く。90度近い水平オーバーハングや。したがって、複雑に入り組んだ内部構造を持つモデルが出力されることがあります。
サポート材は印刷後に除去する必要があり、表面品質の低下と材料の浪費を招きます。さらに、入り組んだ内部にサポートが生成された場合。また、物理的に除去不可能になるリスクもあります。
この3つの問題を事前に検出し。修正する仕組みをAI 3Dプリント ワークフローに組み込むことが。印刷成功の鍵です。

AI生成STLの問題を特定したら、次は修復です。特に、ここでは、無料ツールだけで構成する修復パイプラインを紹介します。
さらに、Blenderには。3Dプリント向けの診断・修復ツールが標準アドオンとして同梱されています。例えば、3D Print Toolboxを有効化すると。具体的には、メッシュの問題を一覧表示する分析機能が使えるようになります。
分析項目には、非多様体エッジの検出、非多様体頂点の検出。面の向き(法線の反転チェック)、壁厚の測定。特に、オーバーハング角度の検出が含まれます。つまり、問題箇所は3Dビューポート上でハイライト表示されるため。どこに問題があるかを視覚的に確認できます。
つまり、修復の要となるのがMake Manifold機能です。Blenderの非多様体メッシュ修復で詳しく解説していますが。この機能は非多様体エッジの除去、孤立した頂点・辺の削除。例えば、法線の統一を自動で実行します。一方、ワンクリックで大半の非多様体問題が解消されるため。AI生成モデルの初期修復として最適です。
加えて、ただし、Make Manifoldは万能ではありません。しかし、複雑に自己交差したメッシュや、トポロジーが根本的に破綻している場合は。手動での修正が必要になることもあります。また、そのような場合は、問題箇所の頂点を選択して削除し。周囲のメッシュから面を張り直す「パッチ修復」が有効です。
Blenderの3D Print Toolboxで壁厚を分析した結果。一方、0.8mm未満の箇所が検出された場合、2つのアプローチがあります。
第1のアプローチは、Solidifyモディファイアの適用です。さらに、薄い部分を選択し、Solidifyモディファイアで厚みを追加します。具体的には、オフセットを「-1」に設定すれば。既存の外側面を維持したまま内側に厚みが追加されます。この方法は局所的な修正に向いています。
しかし、第2のアプローチは、AIへのフィードバックです。「壁厚が0.3mmの部分がある。特に、全ての壁を最低0.8mmにして再生成して」とAIに指示し。したがって、修正モデルを出力させます。例えば、この方法は根本的な解決になりますが。AIが指示通りの壁厚を守る保証はないため、再生成後も必ず検証が必要です。
また、45度を超えるオーバーハングが検出された場合の対応は。設計変更とサポート材の追加に分かれます。
設計変更では、AIに「45度以上のオーバーハングをなくして」と指示するか。さらに、Blenderで問題箇所にフィレット(丸み)やシャンファー(面取り)を追加して角度を緩和します。一方、構造上オーバーハングが不可避な場合は。スライサー側でサポート材を適切に設定します。つまり、この設定は次のセクションで詳しく解説します。
メッシュ修復が完了したSTLファイルを、スライサーでG-codeに変換します。加えて。具体的には、本記事では無料のオープンソーススライサーであるOrca Slicerを使用します。一方、AI生成モデル特有の注意点を踏まえた設定を解説します。
Orca Slicerを起動し、プリンタープロファイルを選択します。しかし、Bambu Lab A1 mini(¥29,800)を使用する場合。プリンターリストから「Bambu Lab A1 mini」を選択するだけで。ベッドサイズ(180×180×180mm)、ノズル径(0.4mm)。特に、最大速度などが自動設定されます。
フィラメントプロファイルでは。Polymaker PolyTerra PLA(約¥2,500/kg)を使用します。また、PolyTerraはマットな仕上がりで積層痕が目立ちにくく。AI生成モデルのように表面が複雑な形状と相性が良い素材です。さらに、推奨ノズル温度は190〜210度、ベッド温度は55〜60度です。
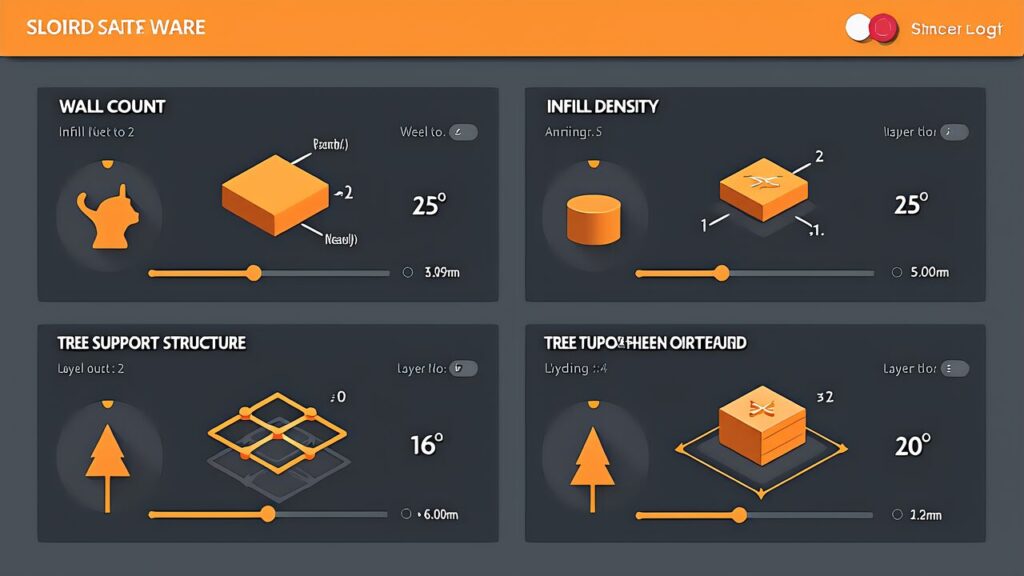
AI生成モデルをスライスする際に特に注意すべきパラメータがあります。
つまり、壁数(Wall Loops)は最低2に設定します。具体的には、AI生成モデルは壁厚が不均一になりやすいため。壁数を2以上にすることで。物理的な最小壁厚が0.8mm(0.4mm×2)以上に保たれます。特に、構造強度が求められる部品では3壁(1.2mm)を推奨します。
インフィル密度は20〜30%が標準的な開始点です。例えば、AI生成モデルは内部構造が予測しにくいため。最初のテスト印刷では20%で試し。強度不足が判明したら段階的に上げていくのが効率的です。つまり、インフィルパターンはGyroid(ジャイロイド)を推奨します。等方的な強度分布を持ち、複雑な内部形状でも安定した充填が得られます。
サポート材の設定は、オーバーハング角度の閾値を45度に設定します。加えて。「サポートタイプ」は「Tree Support(ツリーサポート)」を選択してください。ツリーサポートは従来の格子状サポートより接触面積が小さく。除去が容易で表面品質への影響も最小限です。AI生成モデルの複雑な形状に対して、ツリーサポートは特に有効です。
積層ピッチ(Layer Height)は0.2mmを基準にします。一方、最初のテスト印刷では0.2mmで十分です。しかし、表面品質を上げたい場合は0.12〜0.16mmに下げ。速度重視のプロトタイプでは0.28mmまで上げられます。
「スライス」ボタンを押す前に、モデルのプレビューを必ず確認します。また、Orca Slicerのプレビュー機能では。各層を1層ずつスクロールして確認できます。さらに、以下のポイントをチェックしてください。
第一に、壁が途切れている層がないか。具体的には、非多様体の修復漏れがあると、特定の層で壁が消失することがあります。特に、第二に、サポート材が除去困難な場所に生成されていないか。例えば、内部に閉じ込められたサポートは除去不可能です。第三に、第一層のベッドへの接地面積が十分か。AI生成モデルは底面が平坦でないことがあり、ブリムの追加が有効な場合があります。
問題が見つかった場合は、スライスせずにBlenderに戻って修正するか。Orca Slicer上でモデルの向きを変更して印刷可能な姿勢を探します。
スライスが完了し、G-codeが生成されたら、いよいよ印刷です。しかしAI 3Dプリント ワークフローにおいて。印刷は「ゴール」ではなく「検証ステップ」です。
初めての印刷ガイドで解説した通り、第一層はプリント全体の成否を決定します。つまり。Bambu Lab A1 miniのAI LiDARは自動レベリングとフロー補正を行いますが。AI生成モデルの底面形状が特殊な場合は追加の注意が必要です。
底面が小さいモデルや、底面に凹凸があるモデルでは。ブリム(底面の周囲に追加される薄い縁)を5mm幅で設定することを推奨します。加えて、これにより、ベッドへの定着力が大幅に向上し。印刷途中の剥離を防止できます。
印刷開始から数層が安定して積層されたら、以下のタイミングでチェックを入れます。
全体の25%到達時点では、壁面の一貫性を確認します。一方、壁が波打っている場合は、印刷速度が速すぎるか、冷却が不足しています。しかし、50%到達時点では、オーバーハング部分の品質を確認します。また、糸引きや垂れが発生している場合、冷却ファンの風量を上げるか。印刷速度を下げます。75%到達時点では、サポート材と本体の接合部を確認します。サポートが本体に融着している場合。サポートの「Zギャップ」を0.1〜0.2mm増やす調整が必要です。
Bambu Lab A1 miniにはカメラが搭載されていないため。Obico等の外部監視システムを導入するか、定期的に目視確認を行います。AIトラブルシューティングガイドに、各種エラーの対処法がまとまっています。
印刷が完了したら、デジタルノギスで主要な寸法を測定し、設計値と比較します。具体的には、FDMプリンターの一般的な寸法精度は±0.2〜0.5mmです。AI生成モデルでは、設計意図と実際の寸法の間にズレが生じやすいため。特に嵌合部分や取り付け部分の寸法を重点的にチェックします。
測定結果を記録し、次の修正サイクルへのインプットとして活用します。特に、たとえば「スマホスタンドの溝幅が設計値より0.4mm狭い」という情報は。コーディングツールへのフィードバックに直接使えます。

このワークフローの最終段階であり。最も重要なステップがフィードバックループです。例えば、印刷結果の問題点をAIに正確に伝え。改善されたモデルを再生成させるサイクルを回します。
AIへのフィードバックは、3つの要素で構成すると修正精度が向上します。
第1の要素は「何が問題か」の定量的な記述です。つまり、「溝が狭い」ではなく「溝幅が7.6mmで。目標の8.0mmに対して0.4mm不足」と具体的な数値で伝えます。第2の要素は「原因の仮説」です。加えて、「FDMの収縮を考慮して、溝幅を8.4mmに拡大してほしい」と。修正の方向性を示します。一方、第3の要素は「変更してはいけない部分」の指定です。「全体の外形寸法は維持したまま、溝幅だけを変更して」と制約条件を明確にします。
実践で使えるフィードバックのテンプレートを紹介します。
「印刷結果の検証レポート。しかし、問題1:底面の壁厚が0.3mmの箇所がある。また、全壁厚を最低0.8mmに修正してください。さらに、問題2:左側面のオーバーハングが約60度あり、サポート痕が残る。オーバーハングを45度以下に修正するか、フィレットを追加してください。問題3:スマホ挿入溝の幅が7.6mmで0.4mm不足。溝幅を8.4mmに拡大してください(FDM収縮マージン込み)。変更禁止事項:全体の外形寸法(幅70mm×奥行80mm)。傾斜角度(15度)は維持してください」
このように構造化された指示を与えることで、AIは的確な修正を行いやすくなります。具体的には、曖昧な指示(「もうちょっと良くして」)では。意図しない変更が加えられるリスクが高まります。
一般的に、AI生成モデルは2〜3回の修正サイクルで実用的な品質に到達します。特に、第1サイクルでは構造的な問題(非多様体、壁厚不足)を修正し。第2サイクルでは寸法精度と機能的な適合性を調整し。第3サイクルでは細部の仕上げ(フィレット追加、表面品質の向上)を行います。
4回以上の修正が必要になる場合は、AIへの初期指示が不十分であった可能性が高く。最初からやり直した方が効率的です。例えば、その際は、寸法図や断面図を描いてAIに提供するか、参考画像を添付するなど。入力情報の質を上げることを検討してください。

ここまでの各ステップを統合したAI 3Dプリント ワークフローの全体像を。実践的なチェックリストとして整理します。
ステップ1:生成(Generation)では。AIツール(Claude Code + BlenderMCP。Google Antigravity。Cursor + OpenSCAD MCP等)でSTLを生成します。つまり、いずれのツールもMCPオープンプロトコルに対応しており。BlenderやOpenSCADとの連携が可能です。加えて、この段階で、FDMの制約(壁厚0.8mm以上。オーバーハング45度以下)を初期プロンプトに含めることが重要です。
ステップ2:検査(Inspection)では。BlenderのD Print Toolboxで非多様体、壁厚。オーバーハングの3項目を分析します。一方、問題が検出されなければステップ4に進みます。
ステップ3:修復(Repair)では。BlenderのMake Manifoldで非多様体を自動修復し。壁厚不足にはSolidifyモディファイアまたはAIへのフィードバックで対応し。オーバーハングにはフィレット追加またはサポート材設定で対応します。修復後はステップ2に戻って再検査します。
ステップ4:スライス(Slicing)では。Orca Slicerでモデルを読み込み、壁数2以上。インフィル20〜30%(Gyroid)、サポート閾値45度。積層ピッチ0.2mmを基本設定とします。しかし、プレビューで各層を確認してからG-codeを出力します。
ステップ5:印刷・評価・フィードバック(Print-Evaluate-Feedback)では。印刷を実行し、25%・50%・75%でチェックを入れ。完成後にノギスで寸法を測定し。問題があればフィードバックテンプレートを使ってAIに修正指示を出します。また、修正モデルが出力されたらステップ2に戻ります。
ワークフローの効率を最大化するには。AI生成の初期段階で3Dプリントの制約条件を明確に伝えることが効果的です。
良い初期プロンプトの例は次のとおりです。さらに、「FDM 3Dプリンター用のスマホスタンドを設計してください。具体的には、制約条件:全ての壁厚は0.8mm以上、オーバーハングは45度以下。底面は平坦で最低20×20mmの接地面積。全体サイズは幅70mm×奥行80mm×高さ60mm以内。スマホ挿入溝は幅8.5mm(FDM収縮マージン込み)。STL形式で出力」
このように制約条件を最初から含めることで。修正サイクルの回数を1〜2回に削減できます。特に、制約なしの自由生成では3〜4回の修正が必要になる傾向があり。時間と材料の浪費につながります。

実践的なAI 3Dプリント ワークフローの理解を深めるために。初心者が陥りやすい失敗事例を紹介します。
AI生成STLをBlenderでの検査なしにスライサーに読み込むケースです。例えば、非多様体メッシュがあると、スライサーが異常なG-codeを生成し。ノズルが突然関係ない位置に移動する「テレポート」や。壁が途中で消失する「ゴーストウォール」が発生します。つまり、必ず検査→修復のステップを踏んでください。
AIが生成した棚受けブラケットの壁厚が0.3mmで。荷重をかけた瞬間に割れるケースです。加えて、装飾品なら問題ありませんが。構造的な負荷がかかる部品では壁厚0.8mm以上を厳守してください。一方、Orca Slicerのプレビューで壁の断面を確認する習慣をつけましょう。
「もう少し丈夫にして」という指示では、AIが壁厚を変えるのか。インフィルを変えるのか、形状を変えるのか判断できません。しかし、「壁厚を0.8mmから1.2mmに増やし。底面のリブを追加して」と具体的に指示してください。また、数値と方法を明示することが、修正精度を上げる最大のポイントです。
AI生成モデルの内部に複雑な空洞構造があり。ツリーサポートが内部に生成されて除去不可能になるケースです。さらに、スライスプレビューの段階でサポートの配置を確認し。内部にサポートが入り込んでいる場合は、モデルの向きを変更するか。設計を変更してもらいましょう。
AI 3Dプリント ワークフローの本質は。「AIの創造力」と「物理世界の制約」を橋渡しするプロセスです。具体的には、AIは無限の形状を生成できますが。0.4mmのノズルから押し出される溶融プラスチックには物理法則が適用されます。
本記事で解説した5段階のワークフロー(生成→検査→修復→スライス→印刷・評価・フィードバック)を実践すれば。AI生成モデルの印刷成功率は大幅に向上します。特に。必要な機材はBambu Lab A1 mini(¥29,800)とPolymaker PolyTerra PLA(約¥2,500/kg)。必要なソフトウェアはBlender(無料)とOrca Slicer(無料)だけです。
次回は「AI × 3Dプリント ワークフロー実践」シリーズ第5回として。Claude Code、Google Antigravity。Cursorを含む5つのAIツールを6軸で総合比較し。用途別おすすめ構成を提案します。例えば、寸法を変数として管理し。AIの力でカスタマイズ可能な「テンプレート型モデル」を作成する方法に踏み込みます。
AIが「描く」。あなたが「検証する」。プリンターが「形にする」。つまり、この三位一体のサイクルを回し続けることが。デジタルファブリケーション時代のメイカーに求められるスキルです。