【初心者必見】Blender無料ソフトで作る3Dプリンターモデル完全ガイド:基本から印刷まで
swiftwand swiftwand.ai

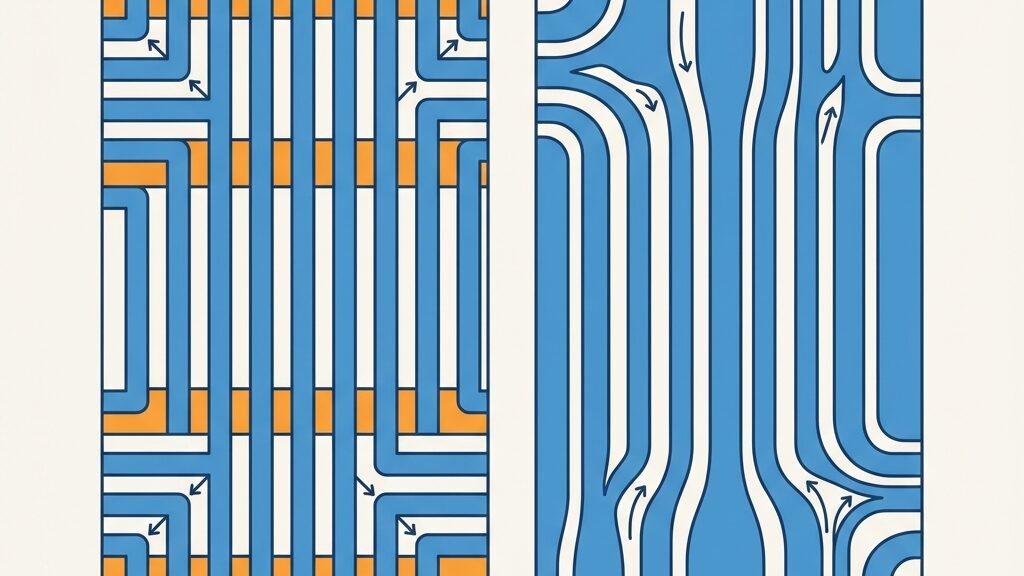
何十年もの間、スライサーは3Dモデルを「玉ねぎ」のように扱ってきました。固定幅の同心円状の殻です。
0.4mmのノズルがあれば、0.4mmの線を引く。
もし壁の厚さが0.6mmだったら? 問題が起きます。スライサーは隙間を空けるか、それを埋めるためにジグザグに動くしかありませんでした。
Arachneエンジン(現在はCura、PrusaSlicer、OrcaSlicerに統合済み)は、隙間を完璧に埋めるためにフロー(流量)を動的に変化させることでこれを変えました。
しかし、それは始まりに過ぎません。
この記事では、Arachneの技術的な仕組み、各スライサーでの設定方法、Classic方式との使い分け、そして可変線幅の「その先」にある技術まで、徹底的に解説します。

Arachne(アラクネ)は、2020年にTU Delft(デルフト工科大学)のTim Kuipersらの研究論文をベースに開発されたペリメーター生成エンジンです。名前はギリシャ神話の「糸を紡ぐ女性」に由来しています。
従来のスライサーは「固定線幅」でした。0.4mmのノズルなら、常に0.4mm幅の線を引きます。壁の厚さが0.6mmだった場合、0.4mmの線を1本引くと0.2mmの隙間ができ、2本引くと0.2mm分はみ出します。この「中途半端な厚さ」がスライサーの永遠の課題でした。
Arachneは中央軸変換(Medial Axis Transform)という幾何学的手法を使い、モデルの各部分で最適な押出幅を動的に計算します。壁の厚さが0.6mmなら、2本の線をそれぞれ0.3mm幅で引く。1.1mmなら、0.4mm + 0.4mm + 0.3mmの3本に分割する。隙間もはみ出しもゼロです。
この技術が特に効果を発揮するのは、ノズル径の1〜3倍の厚さの壁です。フィギュアの指、テキスト・ロゴ、有機的な曲面モデルなど、薄い形状が多いモデルで劇的な品質向上が見られます。
現在、主要なFDMスライサーのほとんどがArachneに対応しています。
Arachneは万能ではありません。Classic(従来方式)の方が向いているケースもあります。
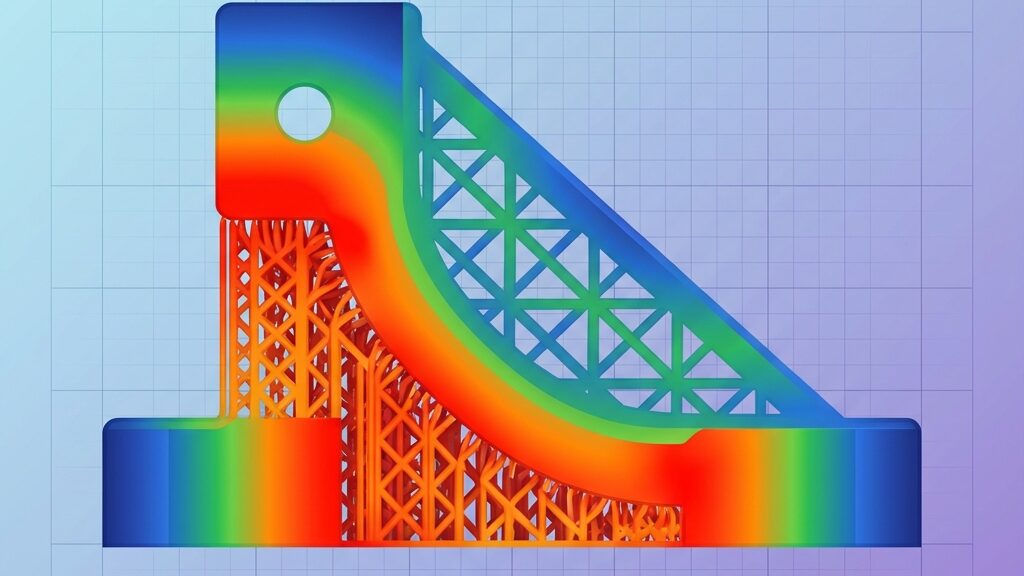
次世代のフロンティア――実験的なツールや来るべきAIスライサーモジュールで特集されているもの――は、ジェネレーティブ・スライシングです。
単に外周をなぞるのではなく、アルゴリズムが部品の構造的要件を解析します。

OrcaSlicerとPrusaSlicerでは、以下の設定でArachneの動作を細かく調整できます。基本的にはデフォルトで十分ですが、特定の問題が出た場合はこれらのパラメータを調整してみてください。
重要:Arachneを有効にすると「Detect Thin Walls(薄壁検出)」は自動的に無効化されます。Arachne自体が薄壁を自動処理するため、別途設定する必要はありません。
Arachneは強力な技術ですが、完璧ではありません。以下の問題に遭遇した場合の対処法を知っておきましょう。
これらの可変流量を活かすには、圧倒的な体積処理能力(Volumetric Throughput)を持つホットエンドが必要です。
0.4mmのノズルで0.8mmの幅を300mm/sで出力しようとすれば、通常のヒーターでは追いつきません。これにはボルケーノスタイルのヒーターブロックが必要です。
ここで「Plus」サイズの大型機がニッチを見つけます。
Creality Ender-3 V3 Plus
* なぜこれが勝者なのか: CoreXZモーションシステム(非平面スライシング動作のための高速Zホップが可能)と、巨大な300x300x330mmのビルドボリュームを組み合わせています。
* キラー機能: Unicornクイック交換ノズルはヒートブレイクと一体化しており、0.4mmから0.8mmまで動的に変化する可変線幅を押し出す際も、安定した流量を維持します。
* ROI(投資対効果): コスプレ用のアーマーや建築模型において、適応レイヤー時間を使用しつつ600mm/sで印刷できる能力は、プロジェクト完了を「数週間」から「数日」に短縮します。

具体的にArachneの有無でどれだけ差が出るのか、代表的なケースを紹介します。
「HELLO」という文字を高さ10mmで印刷した場合。Classicモードでは文字の線幅が一定のため、「E」や「L」の縦線と横線の太さにばらつきが出ます。特に細い部分で隙間ができたり、太い部分で余計なGap Fillが走ったりして、文字がガタガタになります。Arachneなら各画の幅に合わせて押出量を自動調整するため、均一で読みやすい文字が印刷できます。
3DBenchyを0.6mmノズルで印刷した場合、Classicモードでは船体の薄い壁部分に隙間が生じやすくなります。Arachneなら0.6mmノズルでも壁の厚さに合わせて0.3〜0.6mmの範囲で押出幅を調整するため、0.4mmノズルとほぼ同等のディテールを維持しつつ、印刷時間は約30%短縮できます。この「0.6mm + Arachne」の組み合わせは、生産性と品質のバランスが最も優れた選択肢の一つです。
人体フィギュアの指や耳など、厚さがノズル径の1〜3倍で変化する部分。Classicモードでは指の太さが均一になり、場所によっては印刷されない(スライサーが「薄すぎる」と判断してスキップする)こともあります。Arachneなら最小フィーチャーサイズまでの細さを自動処理し、自然な太さの変化を再現できます。
いいえ。元々はCura 5.0で初めて実装されましたが、現在はPrusaSlicer 2.5以降、OrcaSlicer、Bambu Studioなど主要スライサーのほとんどに搭載されています。どのスライサーでも同じ原理で動作します。
基本的にかかりません。Arachneはスライサー側の処理であり、プリンターに送るGcodeの押出量(E値)が変化するだけです。ただし、押出幅が頻繁に変動するモデルでは、フィラメント送りの応答性が高いダイレクトドライブ方式の方が、ボーデン方式より安定した結果が得やすいという報告があります。
使えますが、注意が必要です。TPUのようにフロー制御が難しい素材では、可変線幅の急激な変化で品質が落ちることがあります。Minimum Feature Sizeをやや大きめ(0.15mm以上)に設定し、印刷速度を20〜30mm/sに落とすと安定します。
用途によります。精密なフィギュアやテキスト印刷なら0.4mmが安定です。機能パーツや大型モデルの高速印刷なら、0.6mm + Arachneの組み合わせで印刷時間を約30%短縮しつつ、0.4mm並みのディテールを維持できます。ただし0.6mmではシームやトップレイヤーの問題が出やすいため、テスト印刷で確認してから本番に使うことを推奨します。
Arachneの可変幅計算はClassicより処理負荷が高いため、ポリゴン数の多いモデル(50万ポリゴン以上)ではスライス時間が大幅に増えることがあります。対処法としては、まずモデルのポリゴン数を削減する(BlenderのDecimateモディファイアが便利)、もしくはスライス時だけClassicに切り替えてテスト印刷し、本番でArachneに戻すという方法があります。
花瓶モード(Spiralize Outer Contour)とArachneの併用は技術的な問題が報告されています。花瓶モードでは壁が1本のスパイラルパスで印刷されるため、Arachneの可変幅が意図しないトラベルムーブや押出ムラを引き起こすことがあります。花瓶モードでの壁厚調整は、ノズル径とフロー率(Flow Ratio)で制御する方が安定します。
Arachneペリメータージェネレーターは、FDM 3Dプリンティングにおける最も重要な技術革新の一つです。TU Delftの研究から生まれたこの技術は、わずか数年で全主要スライサーに採用され、事実上の業界標準になりました。
基本方針はシンプルです。まずArachneをデフォルトで使い、問題が出たらClassicに戻す。テキストやロゴ、フィギュアなどの精細モデルではArachneの恩恵が大きく、シンプルな機能パーツで問題が出ればClassicに切り替えるだけです。
そして記事冒頭で述べた通り、Arachneは「始まり」に過ぎません。応力適応インフィルやAIスライシングなど、次世代の技術が実用化されれば、3Dプリンティングの品質と効率はさらに飛躍するでしょう。今できることは、Arachneの設定を理解し、使いこなすことです。
私たちは「2.5D」の製造(平らな層の積み重ね)から、真の3Dツールパスへと移行しつつあります。
スライサーはもはや単なる翻訳機ではありません。最適化エンジンです。可変線幅を信じましょう。