生成AIとクリエイティブ産業の共存:最新進化と活用法
swiftwand swiftwand.ai
3Dプリンターの速度競争は、600mm/sという一つの到達点に達した。
しかし、単にヘッドを速く動かすだけでは不十分だ。樹脂の吐出が追いつかず、振動が表面を波打たせ、品質は崩壊する。
「速くて綺麗」な造形を実現するには、人間の感覚を超えた制御が必要となる。
この課題に対し「AI Lidar」と「Klipperファームウェア」という二つの武器で挑む。
もはやキャリブレーションは人間が行う儀式ではない。マシン自身が考え、調整する時代が来たのだ。

これまでの最大の障壁は「圧力進角(Pressure Advance)」の調整だった。
速度変化に伴うノズル内圧の遅れを補正するこのパラメータは、厳密なテストが必要だった。
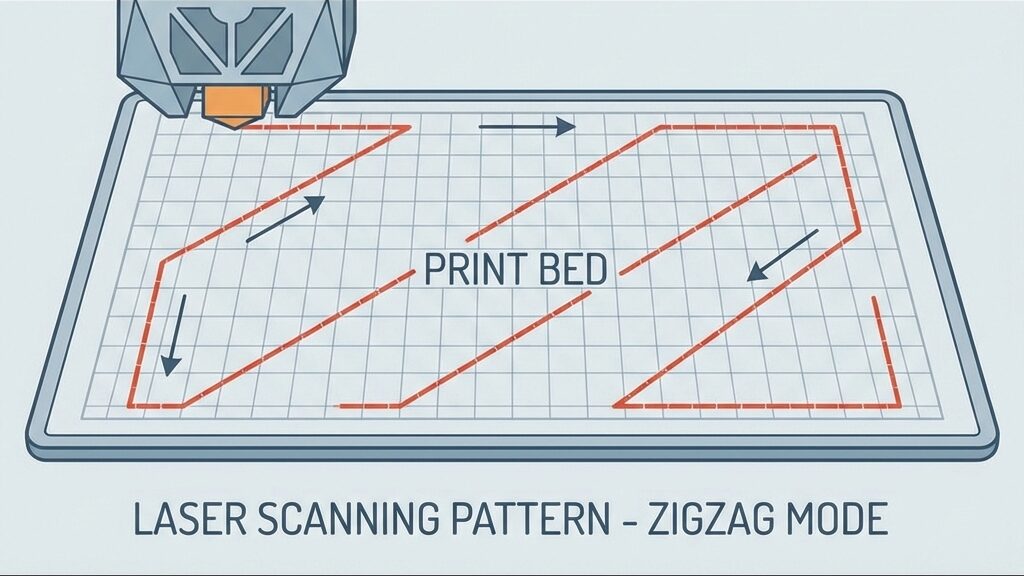
AI Lidar(レーザーレーダー)は、1μmの精度でテストラインをスキャンする。
さらに、自動でキャリブレーションパターンを描画し、Lidarがその形状を読み取る。そして、最適なフロー補正値を算出・適用する。
この一連のプロセスが、プリント開始前に全自動で行われる。ユーザーはスライサーでボタンを押すだけ。
AIがその日の気温、湿度、フィラメントの状態に合わせて、常にベストな「吐出」を定義する。
AI Lidarの凄さを理解するには、従来の接触式プローブ(BLTouch/CR-Touch)との比較が分かりやすい。
従来のBLTouchは金属ピンを物理的にベッドに接触させて高さを測定する。公式スペック上の繰り返し精度は約5μm(0.005mm)だが、プリンターのフレーム剛性や組み立て精度により実環境では数十μm程度の誤差が生じることが多い。5×5のグリッド(25点)のスキャンに2〜3分かかる。機械部品であるため、使用とともに摩耗し、キャリブレーションのズレが発生する。
一方、AI Lidarは赤外線レーザーの反射を利用した非接触測定で、精度は1μm。接触式プローブを大幅に上回る分解能を持つ。300×300mmのベッド全体を20×20グリッド(400点以上)でスキャンしても1分以内に完了する。物理的な接触がないため摩耗ゼロ、100℃以上の加熱ベッド上でも安定して計測できる。
ただし、Lidarにも弱点がある。鏡面仕上げやクロム表面では反射が乱れて計測精度が落ちる。また、レンズに付着したホコリや直射日光の影響を受けることがある。PEIシートやテクスチャードプレートなら問題なく動作する。
600mm/s、加速度20k mm/s²という暴力的とも言える速度では、物理的な振動が避けられない。
これが造形物に「ゴースト(波紋)」として刻まれる。
K1 Maxは、ヘッドに搭載されたGセンサーで共振周波数を計測する。
そしてアルゴリズムが、その振動を打ち消すような逆相の信号をモーターに送る。
ノイズキャンセリングヘッドホンのような原理で、物理的な揺れを相殺するのだ。

インプット・シェイピングはKlipperファームウェアの中核機能で、プリンターの振動(ゴースト/リンギング)をソフトウェアで相殺する技術だ。ノイズキャンセリングヘッドフォンと同じ原理で、振動を打ち消す逆位相の信号をモーターに送る。
Klipperには5種類のシェイパーが用意されている。
最適なシェイパーとパラメータを決めるには、ADXL345加速度センサーでプリンターの共振周波数を実測する。一般的な3Dプリンターの共振周波数は30〜100Hzの範囲にある。
手順はシンプルだ。ADXL345をツールヘッドに取り付け、KlipperのSHAPER_CALIBRATEコマンドを実行する。X軸とY軸それぞれの共振周波数が測定され、各シェイパーでの振動残存率・スムージング量・推奨最大加速度が一覧表示される。あとは用途に合わせて選ぶだけだ。
例えば、ZVシェイパーで57.8Hzの場合、推奨最大加速度は13,000mm/s²。MZVで34.8Hzなら3,600mm/s²が上限となる。高速印刷を重視するならZVかMZV、品質最優先なら2HUMP_EIが有力だ。
高速印刷を支えるファームウェアは、事実上Klipper一択だ。Marlinは安定性に優れ、2.1.2以降ではインプット・シェイピングが搭載された。ただし、Klipperほどの柔軟性(5種のシェイパー選択、自動キャリブレーション)はなく、設定の自由度に差がある。
Klipperの強みはアーキテクチャにある。Raspberry Pi(ホスト)とMCU(マイコン)の2層構造で、重い計算処理をRaspberry Piが担当する。これにより、インプット・シェイピングやPressure Advanceといった高度なリアルタイム補正が可能になる。
Marlinは単一MCU上で動作するため、200mm/s以下の速度域では十分だが、400mm/s以上の世界では計算能力が不足する。もしあなたのプリンターがMarlinを搭載しているなら、Klipperへの移行を検討する価値がある。Ender-3シリーズやVoronなど、多くの機種にKlipperを導入できる。
高速印刷で見落とされがちなのが冷却性能だ。600mm/sで印刷するとき、溶融フィラメントは通常速度の3〜5倍の速さで積層される。冷却が追いつかなければ、層間の接着前に形状が崩れる。
K1 Maxが採用するデュアルファンシステム(5015ラジアルブロワー×2)は、40CFM以上の風量でパーツを冷却する。これはPLAやPETGには十分だが、オーバーハングの多い複雑な形状ではファンを100%で回す必要がある。
もう一つのボトルネックは吐出量(フローレート)だ。K1 Maxのホットエンドは最大32mm³/sの吐出能力を持つが、600mm/sで0.2mmレイヤー・0.4mmノズルの場合、必要フローレートは約48mm³/sとなり、理論上限を超える。つまり600mm/sはインフィル(内部充填)など直線部分での瞬間速度であり、外壁は300〜400mm/s程度が現実的な上限だ。
「最大600mm/s」というスペックを額面通りに受け取ってはいけない。実効速度と印刷品質のバランスを理解することが重要だ。
さらに、AI Lidarと内蔵カメラは「失敗」をも監視する。
* 第1層検知: Lidarが第1層目をスキャンし、定着不良があれば即座に停止して通知する。
* スパゲッティ検知: AIカメラが造形中の崩壊(スパゲッティ化)を視覚的に認識し、フィラメントの無駄遣いを防ぐ。
AI Lidarを搭載するCreality K1 Maxだけが選択肢ではない。目的別に最適な1台は異なる。
予算10万円以下ならBambu Lab P1SかQidi Plus4、大型造形が必要ならCreality K1 Max、マルチカラーを使いたいならBambu Lab X1Cが最適解だ。
高速印刷の「角」が汚くなる最大の原因が、ノズル内の樹脂圧力の遅れだ。ヘッドが加速するとき、ノズル内圧が追いつかず吐出不足になる。減速するとき、余剰圧力で樹脂が余計に出る。これがコーナーのダマや糸引きの正体だ。
Pressure Advance(PA)は、ヘッドの加速度に応じてフィラメント送り量を先読み補正する機能だ。KlipperではPRESSURE_ADVANCE値を0.01〜0.10の範囲で設定する(ボーデン式は0.3〜0.8程度)。
従来はテストパターンを印刷し、目視で最適値を判断していた。AI Lidar搭載機では、テストラインの幅をレーザーで自動計測し、最適値を算出する。この自動化により、フィラメント交換のたびに10〜15分かけていたキャリブレーション作業がボタン一つで完了する。
ダイレクトドライブ方式はPA値が小さく(0.01〜0.05)、応答が速い。ボーデン方式はチューブの弾性変形があるためPA値が大きく(0.3〜0.8)、高速域での制御が難しい。600mm/s以上を狙うなら、ダイレクトドライブが事実上必須だ。
A. 現時点では、AI Lidarはプリンターに組み込まれたセンサーとして提供されている。後付けキットは公式には存在しない。ただし、Klipperのエコシステムには、ADXL345加速度センサーとBed Mesh機能を組み合わせることで、Lidarに近い自動キャリブレーション環境を構築できる。Lidarほどの精度(1μm)は得られないが、BLTouchの手動キャリブレーションよりは大幅に改善される。
A. インフィル(内部充填)部分は600mm/sでも品質に影響しない。問題は外壁と細部だ。外壁速度は300〜400mm/s程度に抑え、インプット・シェイピングとPressure Advanceを適切に設定すれば、100mm/s時代と遜色ない仕上がりが得られる。全体の印刷時間は従来の1/3〜1/2に短縮される。
A. 可能だ。Ender-3シリーズはKlipperコミュニティで最もサポートが充実している機種の一つ。Raspberry Pi(またはCB1ボード)とADXL345を追加すれば、インプット・シェイピングとPressure Advanceの恩恵を受けられる。ただし、Ender-3のフレーム剛性では300mm/s程度が実用上限となる。
A. Bambu Labは独自ファームウェア(Bambu OS)を使用しており、公式にはKlipperではない。ただし、Klipperから派生した技術要素を含んでいるとされる。Bambu Labは独自のインプット・シェイピング実装と振動補正を搭載しており、ユーザーが個別に設定する必要はない。
A. PLAが最も扱いやすい。融点が低く冷却が速いため、高速印刷との相性が良い。PETG は冷却速度が遅いため、400mm/s以上では糸引きやオーバーハングの品質低下が起きやすい。ABS/ASAは密閉チャンバーが必要で、冷却と保温のバランスが難しい。高速印刷を始めるなら、まずPLAで設定を追い込み、慣れてから他の材料に移行するのがベストだ。
A. むしろ減る場合が多い。印刷時間が1/2〜1/3に短縮されるため、ヒーターとモーターの稼働時間も減少する。K1 Maxの最大消費電力は約1,000W(ヒートベッド・ホットエンド加熱時のピーク値)だが、定常印刷中は200〜400W程度に落ち着く。印刷時間が1/2〜1/3に短縮されるため、1プリントあたりのトータル電力消費は従来機と大きく変わらない。
A. インプット・シェイピングが正しく設定されていれば、モーターやベルトへの負荷は抑えられる。ただし、20,000mm/s²の加速度を常用する場合、ベルトのテンション管理は重要だ。3〜6ヶ月ごとにベルトの張りを確認し、ゲートツースベルト(GT2)は年1回の交換を推奨する。リニアレールのグリスアップも定期的に行うこと。
かつてVoronなどの自作機コミュニティでしか味わえなかった「超高速・高品質」の世界が、今や箱から出して電源を入れるだけで手に入る。
AI Lidarによる自動キャリブレーション、インプット・シェイピングによる振動制御、AIカメラによる失敗検知。この三位一体の技術が、高速印刷の敷居を劇的に下げた。
あなたがすべきことは明確だ。まず高速機を手に入れること。そしてKlipperの設定を理解し、自分のプリンターの「共振周波数」を知ること。600mm/sの世界は、もう特別なものではない。すべてのメイカーに開かれた標準だ。