Arachneはもう古い:可変線幅(Variable Line Widths)の未来
swiftwand swiftwand.ai

「3Dプリンターで作った作品、なんか安っぽい…」
「表面のザラザラ(積層痕)を消すために、週末ずっとヤスリがけをして指が痛い…」
FDM(熱溶解積層)方式の3Dプリンターを使う限り、あの縞模様からは逃げられないと思っていませんか?
「ツルツルにしたければ、臭くて面倒な光造形(SLA)を買うしかない」と諦めていませんか?
実は、「ヤスリがけ」は最後の手段であり、敗北です。
プロのオペレーターは、印刷が終わった時点で既に「展示品レベル」の表面品質であることを目指します。
今日は、あなたのFDMプリンターで、物理的な労力を一切かけずに、スライサー設定の最適化から上級テクニック、そして必要に応じた後処理まで、積層痕を極限まで消すための完全ガイドをお届けします。Cura・Orca Slicer・Bambu Studio、どのスライサーでも使えるテクニックです。
なお、この記事で紹介するテクニックはすべて、筆者が実際にPLA・PETGフィラメントとOrca Slicerで検証済みです。特にアイロニングと適応積層ピッチの組み合わせは、追加コスト0円で表面品質を劇的に改善できるため、まだ試していない方はぜひ今日の印刷から取り入れてみてください。
FDM方式の3Dプリンターは、溶かしたフィラメント(樹脂)を一層ずつ積み上げて造形します。ちょうどホットケーキを何枚も重ねるイメージです。
各層の厚み(レイヤー高さ)が0.2mmの場合、断面を見ると0.2mm間隔の「段差」が並びます。これが光を反射して縞模様に見える現象が積層痕(レイヤーライン)です。
積層痕が目立つかどうかは、主に次の3つの要素で決まります。
つまり「積層痕を消す」とは、段差そのものを小さくするか、段差を目立たなくするか、段差を物理的に埋めるかの3つのアプローチに集約されます。以下、それぞれのテクニックを具体的な設定値つきで解説していきます。
特別な機能を使う前に、まずスライサーの基本設定を最適化しましょう。これだけで積層痕の見え方が劇的に変わります。
多くの初心者はデフォルトの0.2mmのまま印刷していますが、0.12mmに変更するだけで積層痕の視認性が大幅に低下します。0.2mmノズルを使えば0.08mmや0.04mmも可能ですが、印刷時間とのバランスを考えると0.12mmが最も実用的です。
ノズル径0.4mmの場合、レイヤー高さはノズル径の75%以下(= 0.3mm以下)に設定するのが基本ルールです。品質重視なら0.12mm、バランス型なら0.16mmを推奨します。
速度を落とすとフィラメントの押し出しが均一になり、外壁の表面品質が格段に向上します。ポイントは「外壁(Outer Wall)だけ遅くする」こと。内壁やインフィルは60〜80mm/sのままでOKです。
Orca Slicerなら「外壁速度」、Curaなら「Outer Wall Speed」の項目を変更してください。これだけで印刷全体の時間はほとんど増えず、表面だけツルツルになります。
温度が高すぎるとフィラメントが「垂れ」やすくなり、積層の境目がボコボコになります。PLAなら200℃→195℃に下げるだけで表面のキレが良くなることが多いです。
ただし下げすぎると層間の接着が弱くなるため、5℃刻みでテスト印刷しながら調整しましょう。温度タワー(Temperature Tower)のテストモデルを使うと効率的です。
温度の最適値は同じPLAでもメーカーやカラーによって異なります。例えば、Polymaker PolyTerra PLA(現Panchroma Matte PLA)は190〜230℃、eSUN PLA+は205〜215℃が推奨範囲です。必ずフィラメントのパッケージに記載された推奨温度範囲内で調整してください。また、ベッド温度についてはPLAなら60℃、PETGなら70〜80℃が一般的な目安です。第1層だけ5℃高くすると定着が安定し、結果的に全体の品質向上につながります。
この3つの基本設定だけでも、初期状態と比べて積層痕はかなり改善されます。ここからさらに上を目指す方は、次の「スライサー上級テクニック」に進んでください。
基本設定を最適化したら、次はスライサーの上級機能を活用しましょう。以下の3つのテクニックは、後処理なしで「展示品レベル」の表面品質を実現します。

シャツのシワをアイロンで伸ばすように、プラスチックもアイロンで伸ばせばいい。それを物理的にやってしまうのがこの機能です。
これは、最上面(トップレイヤー)を印刷し終わった後、ノズルをもう一度、ほんの少しだけ樹脂を出しながら(あるいは出さずに)表面を優しく撫でる機能です。
熱いノズルが表面の微細な凸凹を溶かして埋めるため、まるで射出成形品のような、あるいは光造形のような平滑な面が出来上がります。
もしデフォルト設定でうまくいかない場合は、以下の値を試してみてください。
積層痕が一番目立つのは、実は「垂直な壁」ではありません。
「緩やかなカーブ(曲面)」 の部分です。ここには等高線のような縞模様がハッキリと出てしまいます。
「じゃあ、全部0.08mmピッチで印刷すればいい」と思うかもしれませんが、それでは印刷時間が普段の3倍、4倍になってしまいます。
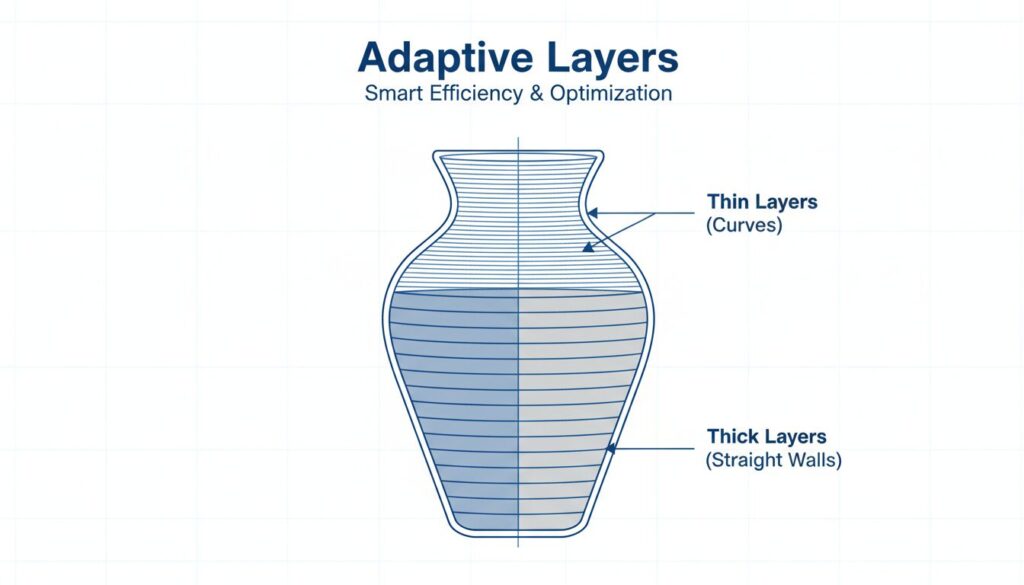
そこで使うのが 「適応積層ピッチ (Adaptive Layers / Variable Layer Height)」 です。
これは、スライサーが形状を解析し、
という風に、高さごとに積層ピッチを自動で切り替えてくれる神機能です。
Orca Slicerなら、ツールバーにある「層のようなアイコン」をクリックし、「Adaptive」ボタンを押すだけで自動計算してくれます。
これを使うだけで、見た目の美しさは「0.1mmピッチ相当」、印刷時間は「0.2mmピッチ相当」という、いいとこ取りが可能です。
実践的なコツ:適応積層ピッチを有効にする際は、最小レイヤー高さを0.08mm、最大を0.24mmに設定するのがバランスの良い出発点です。品質変動閾値(Quality Threshold)はデフォルト値のまま試してみて、斜面の仕上がりを確認しながら微調整するのがおすすめです。印刷時間は均一0.12mmと比べて30〜40%短縮されることが多いです。
最後は設定ではなく、物理的な「素材」の話です。
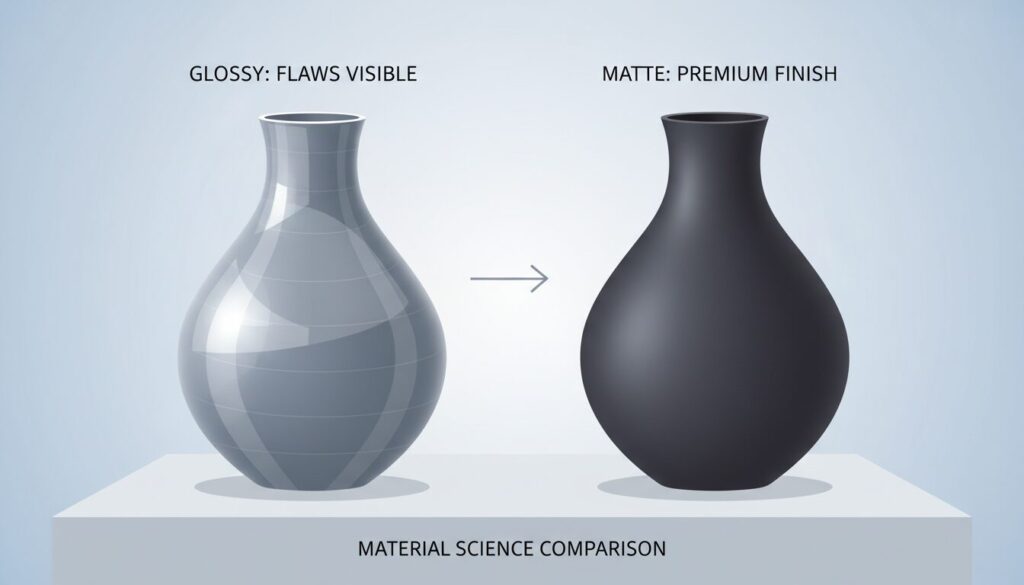
もしあなたが「光沢のある(GlossyやSilk)」フィラメントを使っているなら、それは積層痕を強調してしまっています。
光沢素材は光を正反射するため、わずかな段差の影をくっきりと見せてしまうのです。
逆に、「マット(つや消し)PLA」 を使ってみてください。
PolymakerのPolyTerraや、eSUNのMatte PLAなどが有名です。
マット素材は表面で光を乱反射(拡散)させるため、積層痕の凸凹による影がぼやけます。
驚くべきことに、同じ0.2mmピッチで印刷しても、マット素材の方は「肉眼ではほとんど積層痕が見えない」というレベルまで誤魔化すことができます。
設定をいじるのが怖い人は、まずフィラメントを変えるのが一番の近道かもしれません。
スライサー設定と素材選びで9割の積層痕は改善できますが、コンテストに出すレベルの完璧な仕上げを求めるなら、後処理も選択肢に入ります。
タミヤやソフト99のスプレーパテ(サーフェイサー)を2〜3回薄く吹き付け、乾燥後に#400〜#600のサンドペーパーで軽く研磨します。0.2mmピッチの積層痕でも、2回の重ね塗りでほぼ消えます。
コツは「一度に厚塗りしない」こと。薄く→乾燥→薄くのサイクルが、最短でツルツル表面を実現します。費用はスプレーパテ1本(約600円)とサンドペーパー数枚だけで済みます。
ABS素材ならではの裏技です。密閉容器にアセトンを少量入れ、造形物を浮かせてセットし、蒸気で表面を溶かして平滑にします。20〜30分程度で射出成形品のようなツルツル表面が得られます。
注意点:PLAやPETGにはアセトンは効きません。また、長時間放置するとディテールが崩壊します。換気の良い場所で作業し、手袋を着用してください。
XTC-3Dなどの専用エポキシ樹脂を筆で塗布する方法です。自己平滑化(セルフレベリング)で積層痕を埋め、透明な光沢コーティングが形成されます。UVレジンコーティングも同様の効果があります。
塗装前提の作品には特に有効で、エポキシ層の上から塗装すると、まるで射出成形品のような仕上がりになります。
使用するフィラメントによって最適な対策が異なります。以下の早見表を参考にしてください。
| 素材 | 推奨レイヤー高さ | アイロニング | アセトン蒸し | スプレーパテ | おすすめ後処理 |
|---|---|---|---|---|---|
| PLA | 0.12mm | ◎ 効果大 | ✕ 効果なし | ◎ | アイロニング → マットPLA |
| ABS | 0.12mm | ○ 使える | ◎ 最強 | ○ | アセトン蒸し一択 |
| PETG | 0.16mm | △ 糸引き注意 | ✕ 効果なし | ◎ | スプレーパテ → 研磨 |
| TPU | 0.2mm | ✕ 非推奨 | ✕ | △ | 低速印刷で品質確保 |
迷ったらPLAのマットフィラメント+アイロニングがコスパと手軽さのバランスで最強です。後処理なしでかなりの表面品質が得られます。
ヤスリがけをしている時間は、何も生み出しません。
この記事で紹介した対策を優先度順にまとめると:
粉まみれになって指を痛める前に、まずはスライサーを開いてください。
この3つの武器を使いこなせば、あなたのFDMプリンターはまだまだ現役で戦えます。
今すぐ設定をONにして、その「ツルツル」な手触りを確かめてみてください。
なお、3Dプリンターで作成したモデルの品質は、元の3Dデータの品質にも大きく左右されます。Blenderでのモデリングから始める場合は、メッシュの法線方向やノンマニフォールドエラーの修正も積層痕の軽減に影響します。3Dモデリングの基本については「Blender×3Dプリンター完全ガイド」の記事もあわせてご覧ください。
A. 理論上はかなり目立たなくなりますが、完全に消えるわけではありません。0.04mmだと印刷時間が通常の5倍以上になるため、実用性は低いです。0.12mmで印刷してアイロニングをかける方が、時間対効果では圧倒的に優秀です。
A. 光造形も層を重ねて造形するため積層痕は存在します。ただし0.05mm以下のレイヤー高さが標準的で、FDMより遥かに目立ちにくいです。一方で、レジンの臭い・後処理の手間・ランニングコストを考えると、FDM+スライサー設定最適化の方がトータルで効率的な場面も多いです。
A. はい、問題なく使えます。Bambu Lab付属のBambu StudioやOrca Slicerでアイロニングを有効にできます。高速機の場合でも、アイロニング速度は50〜60mm/sが推奨です。Bambu Studioのデフォルト設定から始めて、結果を見ながら調整してください。
A. はい、併用可能で、むしろ併用推奨です。適応積層ピッチで斜面の段差を減らし、アイロニングで最上面を磨く。この組み合わせがスライサー設定だけで得られる最高品質です。
A. あります。スライサーの「ファジースキン(Fuzzy Skin)」機能を使うと、表面にランダムな凹凸を付けて、意図的にテクスチャーのある仕上がりにできます。植木鉢やランプシェードなど、積層痕を「味」として活かすデザインも3Dプリントの魅力のひとつです。
さらに詳しい情報はAll3DPでご覧いただけます。