Blender MCP AIモデリング入門:MCPリアルタイム操作 vs スクリプト生成を徹底比較
ゲンキ swiftwand.ai
3Dスキャン プリント変換は、修復済みSTLを「実際に印刷できる状態」に最適化する最終工程だ。AI メッシュ修復で穴・非多様体を消したメッシュも、スライサーに入れるとなお問題が残ることが多い。壁厚不足、過剰なサポート、巨大ポリゴン由来のメモリ不足、レジン中空化のドレインホール忘れ——これらは個別ツールでは解決できず、スライサー段階での意思決定が必須となる。本記事は2026年4月時点のOrcaSlicer / PrusaSlicer / Bambu Studio / Lychee Slicer 公式情報のみに基づき、3Dスキャン由来データの印刷変換実践を体系化する。スキャナーで取得したデータがいかに高精度でも、スライサー段階の設定を誤れば印刷物は破綻する——この最終工程の重要性は、3Dプリント全工程の中で最も見落とされやすい。

3Dスキャン プリント変換のプロセス全体を俯瞰すると、スキャン → AI メッシュ修復 → スライサー設定 → 印刷の4段階に分かれ、各段階で異なる意思決定が必要となる。本記事はその第3段階「スライサー設定」を扱うが、前段階(修復)と後段階(印刷)との接続を意識した設計が品質を決める。
具体的には、スキャナーから出力された生メッシュ(数百万ポリゴン、穴あり、非多様体含む)を、AI メッシュ修復でクリーンなSTLに変換した後、本記事で扱うスライサー設定(中空化、サポート、インフィル、適応積層)で印刷可能なG-codeへと変換する。各段階の判断が次段階の作業時間と品質を直接左右するため、ワークフロー全体を見渡す視点が重要だ。

3Dスキャン プリント変換が初心者にとって難所となる理由は3つある。第一に、スキャンデータ特有の構造。CADモデルが「整数座標と簡潔なジオメトリ」で構成されるのに対し、スキャンデータは「数百万〜数千万の不規則な三角ポリゴン」で構成される。スライサーの内部処理(パスプランニング、サポート生成)が想定外に重くなり、ユーザー体験が劣化する。
第二に、壁厚と中空化のジレンマ。スキャン物体は通常「中身が詰まったソリッド」として再構築されるが、これをそのまま印刷すると材料費・時間が爆発する。中空化(Hollowing)が必須だが、壁厚を薄くしすぎれば崩壊、厚くしすぎれば軽量化の意味がない。
第三に、サポート設計の難しさ。スキャンで取得した有機形状(人体、フィギュア、自然物)は複雑なオーバーハングを含み、生成サポートが膨大になりがちだ。Tree support / organic support の使い分けが、印刷品質と材料節約の両方を左右する。
これら3点を理解した上で、スライサー機能を組み合わせて使いこなすことが、3Dスキャン プリント変換の核心である。
3Dスキャン プリント変換を担うスライサーは2026年現在、無料3強(OrcaSlicer、PrusaSlicer、Bambu Studio)とレジン特化のLychee Slicerが主軸だ。設計思想が異なり、得意領域も明確に分かれる。
OrcaSlicer(SoftFever / オープンソース、2026-04 wiki更新)は 「フォーク先のフラッグシップ」 という独自の立ち位置を獲得した。Bambu Studioをベースに、より細かい制御と幅広いプリンタサポート、コミュニティ駆動の機能追加が強み。fill_multilineで最大10並列の押出ライン制御など、独自機能が増え続けている。
PrusaSlicer(Prusa Research)は20年近い歴史を持つ業界の老舗。Hollowing機能は自動中空化+自動穴開けまでワンクリックで完結する成熟設計。Organic Support は樹木状の自然な分岐で材料節約と剥離容易性を両立する。一方、Variable Layer Height(適応積層)と Organic Support の併用不可という制限がある。
Bambu Studio(Bambu Lab)は Bambu Lab プリンタ向けに最適化されている。tree supportはデフォルトで失敗が少なく、初心者に優しい。ただしカスタム制御の自由度はOrcaSlicerに譲る。Bambu機ユーザーで「設定を詰める時間より、安定して動くことを優先する」場合に向く。
Lychee Slicer(Mango 3D)は レジン特化 の専門スライサーで、ハニカム充填・サクションカップ検出・RERFキャリブレーションといった高度な機能を提供する。FDM対応もあるが、本領はSLA/MSLA。フォトポリマーレジン用途で他スライサーから乗り換える価値がある。
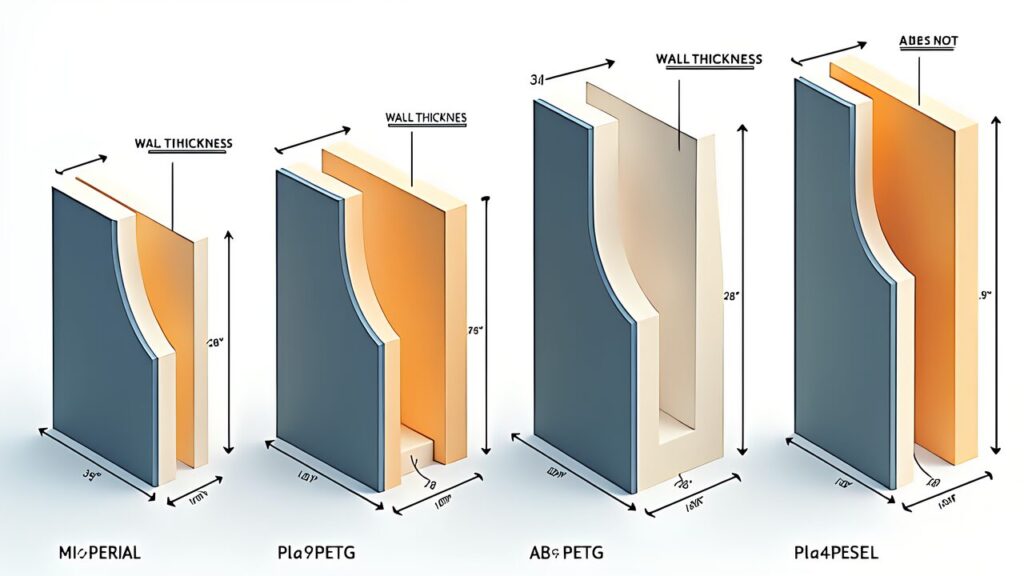
中空化はスキャン由来の3Dプリント変換で最も重要な工程だ。「外殻だけ残して中身を空にする」処理だが、適切な壁厚は 材質と印刷方式 で大きく変わる。
| 材質・方式 | 最小壁厚 | 推奨壁厚(機能パーツ) | 補足 |
|---|---|---|---|
| PLA(FDM) | 1.0mm | 1.5〜2.0mm | 一般則: ノズル径×2(0.4mmノズル → 0.8mm 最低) |
| PETG(FDM) | 1.0mm | 1.5〜2.0mm | 衝撃耐性高、層間接着強い |
| ABS(FDM) | 1.6mm | 2.0mm | 熱収縮考慮、薄壁は反りリスク |
| SLA/MSLA レジン | 0.5〜1.0mm | 2.0〜3.0mm(中空時) | 中空印刷は2mm 以上推奨 |
Formlabs公式ガイドラインは、SLA/レジン印刷で「小型パーツ(5×5mm)は最低0.5mm、大型パーツ(200×200mm)は2.0mm」と寸法スケールに応じた基準を示す。中空化を行う場合、レジンでは2.0〜3.0mmが安全マージンを含めた推奨値となる。
FDM のPLA/PETG/ABS では、機能パーツの目安として1.0〜2.0mm が標準。ABSは熱収縮が大きいため最低1.6mmが推奨される。スキャン由来の有機形状は、平均壁厚を確保しつつも局所的に薄くなる箇所が出やすいため、Blender 3D Print Toolbox の “Edges Sharp” 表示で薄壁部を可視化してから中空化することが推奨される。
レジン印刷で中空化する場合、ドレインホール(排出穴)の追加が必須だ。これを忘れると、印刷中に閉じた中空内に未硬化レジンとガスが閉じ込められ、最悪の場合、印刷中・印刷後にガス爆発を起こす——3DPrinterly の報告では「20フィート(約6m)の距離まで未硬化レジンが飛散した事例」もある。安全上、絶対に省略できない。FDMとレジンで中空化のリスクプロファイルが全く異なる点は、3Dスキャン プリント変換を本格化する前に必ず理解すべき安全知識だ。
ドレインホールの推奨仕様(業界標準・公式ガイドライン照合):
PrusaSlicer の Hollowing 機能は、ボタン1つで自動中空化+穴開けまで完結する設計で、ドレインホール忘れを構造的に防ぐ。Lychee Slicer もハニカム充填と組み合わせた高度な中空化を提供している。OrcaSlicer は2026-04時点でレジン特化機能ではFDMほど成熟していないが、エクスポート前に中空化メッシュを Blender で確認するハイブリッド運用が現実解だ。
3Dスキャン プリント変換では、インフィル(内部充填)パターンの選択が印刷時間と強度を大きく左右する。OrcaSlicer の主要パターンと用途を整理する。
Gyroid(ジャイロイド): 数学的に最適化された3D構造。内部を等方的に強化し、印刷時間と強度のバランスが優秀。スキャン由来の有機形状で第一選択。連続曲線のため層間遷移が滑らかで、ノズル動作の効率も高い。
Spiral(スパイラル): 連続的なアークで充填する。レジン中空化と組み合わせる場合、レジンが内部を流れて硬化できるため最適。OrcaSlicer wikiもレジン用途を明記している。
Cubic / Cubic Subdivision: 立方体格子。FDMで強度重視のパーツ向け。スキャン由来の有機形状ではやや不要に重くなる。
Lightning(雷): 上面を支えるための最小構造。インフィル密度を極端に下げたい場合(観賞用フィギュア等)に向く。
fill_multiline(OrcaSlicer独自): 最大10並列の押出ラインで、密度を保ちつつ印刷時間を短縮。スキャン由来の大型モデルでの時間短縮に有効。
3Dスキャン プリント変換でフィギュア・有機形状を扱うなら、Gyroid 10〜15% または Lightning(観賞用) が標準的な落とし所だ。機能パーツなら Cubic 25〜30% に切り替える。

スキャン由来の有機形状は、サポート設計の難所だ。各スライサーの2026年版実装を整理する。
OrcaSlicer の Tree Support: branch angle、tip diameter、minimum support、support critical regions only など細かいパラメータを制御可能。Bambu Lab機での実測比較ではテクスチャ面への接触が最小化され、剥離後の表面が綺麗になる。3Dスキャン プリント変換のフィギュア・有機形状で第一選択。
Bambu Studio の Tree Support: Bambu Lab ハードウェア向けに最適化済みで、デフォルト設定でほとんど失敗しない。一方で「カスタム制御の自由度は低い」というトレードオフ。Bambu Lab機ユーザーで設定を詰める時間がない場合に向く。
PrusaSlicer の Organic Support: 樹木状の自然な分岐で材料を節約しつつ、剥離も容易。ただし variable layer height(適応積層)と組み合わせ不可という制限があり、スキャン由来の有機形状で適応積層も使いたい場合は別スライサーを検討する必要がある。
3Dスキャン プリント変換で複雑な有機形状を扱う場合、業界調査の総合ランキングは「Bambu Studio = OrcaSlicer > PrusaSlicer >> Cura」となっており、OrcaSlicer がBambu Lab機を含む幅広いプリンタで最有力だ。

3Dスキャン由来の有機形状は、適応積層(Variable Layer Height) との相性が抜群だ。曲面が緩やかな部分は層厚を厚く(例: 0.28mm)、急峻な部分は薄く(例: 0.08mm)自動調整することで、印刷時間を維持しつつ表面品質を向上できる。
OrcaSlicer・Bambu Studio はこの機能を全機能と併用可能だが、PrusaSlicerは Organic Support との同時利用ができないため、有機形状でOrganic Supportを使うときは適応積層を諦める必要がある。3Dスキャン プリント変換でフィギュアや人体スキャンを印刷する場合、OrcaSlicer 側のメリットが浮き彫りになるシーンだ。
適応積層の設定値の典型例: 最大層厚0.28mm、最小層厚0.08mm、平均層厚0.16mm前後。スキャン由来の細部(顔・指など)は0.08mm まで自動的に薄くなり、平面部(背面・底面)は0.28mmで時間短縮する。これにより、全体0.16mm固定よりも30〜40%の時間短縮効果が期待できる。
スキャン由来データが大型(30cm 以上)の場合、印刷ベッドサイズを超える。この場合、スプリット印刷(モデルを分割して個別印刷後、接着)が現実解となる。
分割の3原則:
OrcaSlicer・Bambu Studio の Cut ツール、Blender の Boolean Modifier、Meshmixer の Plane Cut 機能で、自由な平面分割が可能だ。Meshmixer は2026年現在も Autodesk から無料配布が継続されており、スキャン由来の有機形状の分割設計には最適なツールである。
OrcaSlicer での3Dスキャン プリント変換の標準設定例(PLA・FDM の場合):
レジン(SLA/MSLA)での標準設定例:
これらは目安であり、対象物の用途(観賞用 / 機能パーツ)と材料コストの許容範囲で調整する。
スキャンデータは数百万〜数千万ポリゴンを含むことが多く、スライサーが応答停止する原因となる。事前のポリゴン削減(Decimation) は必須工程だ。
具体的目安: スライサー処理で 100万〜300万ポリゴン が現実的上限。これを超える場合、AIメッシュ修復ガイドで扱った AI メッシュ修復ツール(Meshy Remesh の Low Poly Mode、MeshLab の Quadric Edge Collapse)で前処理を行う。Decimation は形状の特徴(曲率の高い箇所)を保持しつつ、平面領域のポリゴンを統合するため、視覚的品質を維持しながら劇的なファイルサイズ削減が可能だ。
OrcaSlicer 2026版は Multi-thread Slicing が改善され、過去バージョンより重いSTLを扱えるようになったが、スライサーに頼り切るのではなく事前削減が依然として最善である。スキャンデータをそのままスライサーに投入する習慣を捨てることが、3Dスキャン プリント変換の上達への第一歩だ。さらに、3D生成AI(Meshy v6 等)の出力は最初から最適化されたポリゴン数で出力されるため、生成AI由来のメッシュは前処理不要で扱える場合も多い。
| 機能 | OrcaSlicer | PrusaSlicer | Bambu Studio | Lychee Slicer |
|---|---|---|---|---|
| 価格 | 無料 | 無料 | 無料 | Free + Pro サブスク |
| 中空化(Hollowing) | 限定的、Blender併用推奨 | 自動中空化+穴開け | 限定的 | 高度(ハニカム等) |
| Tree Support 制御 | 高(branch angle・tip diameter) | Organic(変数層と非互換) | 中(Bambu向け最適化) | レジン特化 |
| インフィルパターン豊富さ | 多数(Gyroid・Spiral・fill_multiline 10並列等) | 標準 | 標準 | レジン特化 |
| 適応積層 | 対応 | 対応(Organic Sup と非互換) | 対応 | レジン特化 |
| 対象スキャン | FDM全般 | FDM全般 | Bambu Lab機特化 | レジン主軸 |

実践的な3Dスキャン プリント変換のステップを整理する。
ステップ1: 修復済みSTLの読み込み
AIメッシュ修復ガイド のAI メッシュ修復で穴・非多様体を解消したSTLを、対象スライサー(FDMならOrcaSlicer、レジンならPrusaSlicer / Lychee Slicer)にインポート。
ステップ2: ポリゴン数チェック
100万ポリゴン超なら、Blender / MeshLab で Decimation(25〜50%削減)を実施。
ステップ3: 寸法調整・配置
スキャン由来のスケールが現実と一致しているか確認。実物の寸法(mm単位)と比較してスケール係数を適用。プリントベッド上の配置を最適化。
ステップ4: 中空化(必要時)
材質・サイズに応じた壁厚を設定。レジンなら必ずドレインホール追加。
ステップ5: サポート設定
Tree / Organic サポートを有効化、有機形状向けに branch angle を40〜45°に。サポート密度はモデル形状に合わせて調整。
ステップ6: スライス・プレビュー
スライス結果を層単位で確認。サポートが想定以上に多い場合、配置(Orientation)を再調整。
ステップ7: 印刷・後処理
G-codeを書き出し、印刷実行。スプリット印刷の場合は接着・サポート除去・表面仕上げで完成。

手1: 完全無料で始める
OrcaSlicer(無料) + Blender 3D Print Toolbox(無料)。FDM中心ならこの組み合わせで3Dスキャン プリント変換の大半をカバーできる。
手2: レジン用途を加える
PrusaSlicer(無料)または Lychee Slicer(Free + Pro)。レジン中空化・ドレインホール処理は専用スライサーが圧倒的に楽。
手3: ハードウェアにステップアップ
3Dスキャン プリント変換の最終工程は印刷機の品質で決まる。Bambu Lab P1S(FDM代表)+ Elegoo Saturn 4 Ultra(レジン代表)の二刀流が、2026年の標準構成だ。詳細は次回 文化財3Dスキャン×AI復元と 3Dスキャン×AI×3Dプリント ロードマップで扱う。
比較記事として、4スライサーの強み・弱みを公平に整理する。
OrcaSlicer: 強み = オープンソース・無料、最高水準のtree support制御、fill_multilineなど独自機能、幅広いプリンタサポート、コミュニティ駆動の継続開発、適応積層と全機能の併用可能。弱み = レジン特化機能はFDMほど成熟していない、初心者にはやや複雑な設定が多い。
PrusaSlicer: 強み = Hollowing機能が自動中空化+穴開けで完結、Organic Support の自然な分岐、20年近い歴史で安定、Prusaコミュニティの厚さ。弱み = Organic Support と Variable Layer Height の併用不可、UI が老舗ゆえにレガシー感あり、Bambu Lab機向け最適化はBambu Studio / OrcaSlicerに譲る。
Bambu Studio: 強み = Bambu Lab機向け最適化が深い、デフォルト設定で安定動作、初心者に優しいUI、メーカー公式サポート。弱み = Bambu Lab機以外の対応が限定的、tree supportのカスタム自由度が低い、機能拡張のペースはコミュニティ駆動のOrcaSlicerに譲る。
Lychee Slicer: 強み = レジン特化の高度機能(ハニカム充填、サクションカップ検出、RERFキャリブレーション)、UI完成度、Lychee CV モバイル連携。弱み = Pro機能はサブスク必要、FDM対応はあるが他スライサーに譲る、商用利用は有料プラン要。
3Dスキャン プリント変換は、AI メッシュ修復済みSTLを「実物として印刷可能な形」に最適化する工程だ。中空化(材質別の壁厚)、ドレインホール(レジンの安全性)、Tree / Organic サポート、スプリット印刷——これらの判断はすべてスライサー段階で行われ、印刷品質の8割を決める。OrcaSlicer・PrusaSlicer・Bambu Studio・Lychee Slicer の使い分けを理解し、対象物の材質・サイズ・用途に応じた設定を組めば、3Dスキャン プリント変換の失敗率は劇的に下がる。スマホ 3Dスキャンやハンディ 3Dスキャナーで取得したデータが、AI メッシュ修復で印刷可能STLになり、スライサー設定で物理的な印刷物として出力される——この一気通貫のワークフローを習得することが、2026年の3Dスキャン プリント変換の真髄だ。
明日の 文化財3Dスキャン×AI復元 では、文化財・遺品復元というユニークなユースケースを通じて、3Dスキャン × AI × 3Dプリントの社会的価値と技術的境界線を扱う。Smithsonian Open Access のような公開データ活用、AI 欠損補完の実用境界、倫理・著作権の整理——技術的な深さと、社会的視点の両面でシリーズを締めくくっていく。
本記事は 3Dスキャン × AI × 3Dプリント完全ワークフロー シリーズの本記事。前回は AI メッシュ修復 完全ガイド 2026、3Dスキャン入門 は 3Dスキャン 入門 2026完全ガイド。