月商10万円の「卓上メイカー」から始める。3Dプリント × AIビジネスの成長戦略
ゲンキ swiftwand.ai
加えて、プリントが失敗する瞬間を、カメラが捉える。加えて、AIが判定する。結論として、プリンターが停止する。特に、2026年、ここまでは当たり前になった。例えば、Obicoの失敗検知AIは、スパゲッティ化を検出して印刷を一時停止する。Bambu LabのAMS Liteはフィラメント切れを自動で検知する。しかし、ここで本質的な問いが生まれる。「検知して止めるだけでなく、自律的に修正できないのか」。
前回の「3D生成AI ファウンデーションモデル 2026最前線」では、AIが3D形状を「理解する」段階に入ったことを解説した。具体的には、本記事では視点を印刷プロセスそのものに移し。AI 3Dプリント リアルタイム修正の現在地を解剖する。つまり、「検知→停止」の開ループ制御から。「検知→診断→補正→継続」のクローズドループ制御への転換だ。
AI 3Dプリント リアルタイム修正を理解するには、まず制御工学の基本概念を押さえる必要がある。
開ループ制御(Open-Loop)は、入力(G-code)に従って一方通行で印刷を実行する。具体的には、現在のFDMプリンターの大半がこの方式だ。したがって、スライサーが生成したG-codeを忠実に実行するが。実際の出力結果をフィードバックしない。気温の変化、フィラメントロットのばらつき、ベッドの微細な傾きなど、環境要因の変動に対して無防備だ。
さらに、クローズドループ制御(Closed-Loop)は、出力結果をセンサーで計測し、入力にフィードバックする。さらに、AI 3Dプリント リアルタイム修正の核心はここにある。印刷中の状態を継続的に監視し、理想値との差分を検出し、リアルタイムでパラメータを補正する。理論上、環境変動に対して自律的に適応できる。
現在市販されているプリンターの多くは「部分的クローズドループ」に位置する。また、Bambu Lab X1 Carbonのマイクロ LiDARは。ノズル高さとフロー量をマイクロメートル精度で計測し、第一層のキャリブレーションを自動実行する。しかし、この補正は印刷開始前に限定される。印刷が始まった後の層間不良やフロー変動には対応しない。
Obicoは印刷中のカメラ監視AIを提供するが、その動作は「検知→通知→停止」だ。修正は人間が行う。つまり、フィードバックループの「修正」と「継続」のステップが欠落している。

例えば、2026年2月、カーネギーメロン大学のAmir Barati Farimani准教授が発表した研究が。AI 3Dプリント リアルタイム修正の概念を根本的に更新した。
したがって、研究チームはFDMプリンターにウェブカメラを設置し。印刷中の状態を定期的に撮影する構成を採用した。具体的には、カメラはノズル正面やや上方に固定され、印刷面全体を俯瞰できる角度に調整されている。システムは「プリンター非依存」(printer-agnostic)に設計されており。特定のプリンター機種に限定されない。使用フィラメントはPLA 1.75mmが基準で、ノズル温度200°C。ベッド温度60°Cが初期設定として用いられた。
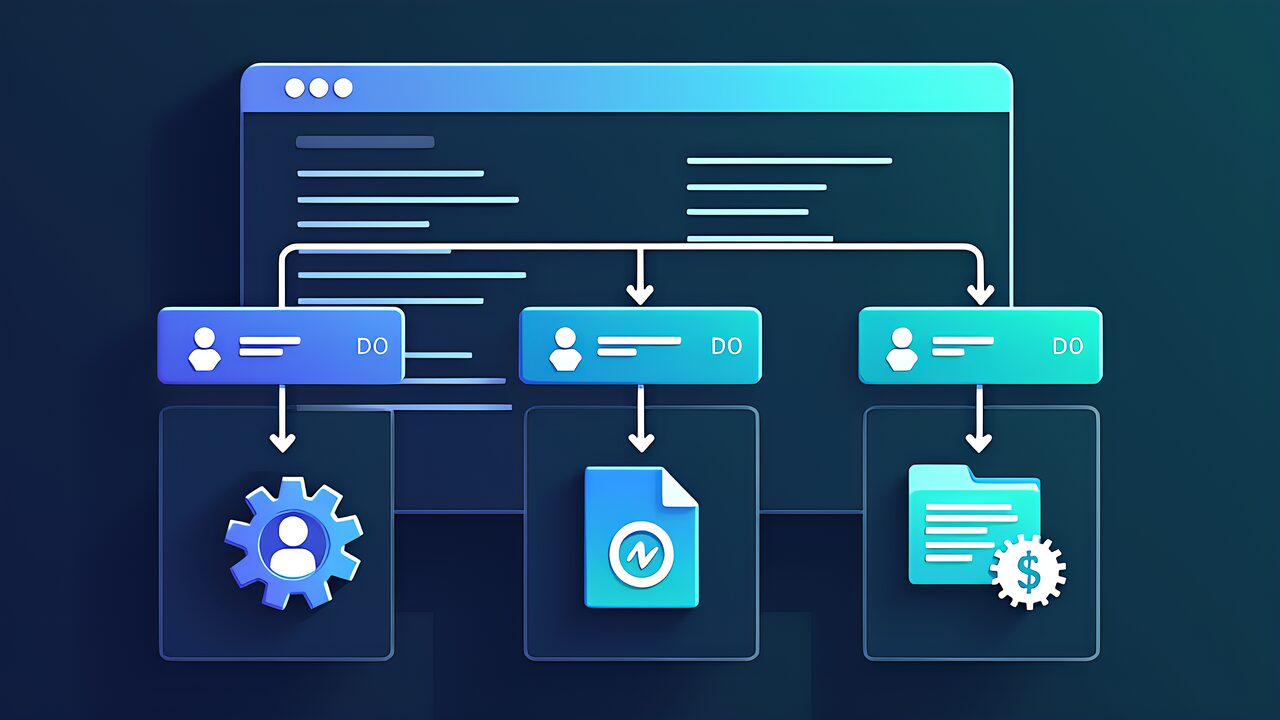
一方、このシステムは4つのLLMエージェントで構成される多エージェントフレームワークだ。特に、研究チームはそのアーキテクチャを「交響楽団」に例える。指揮者(マエストロエージェント)が楽章に応じて専門セクションを選択的に起動するように。各エージェントが高い独立性を保ちながら全体の目標に沿って動作する。
また、ビジョン言語モデル(VLM)エージェント:カメラ画像を解析し、欠陥を検出して印刷品質を評価する。加えて、検出対象は具体的に以下の欠陥カテゴリに分類される。
同様に、VLMはこれらの欠陥を画像から分類し、深刻度を5段階でスコアリングする。同様に、事前学習不要で、新しいプリンターやフィラメントにも即座に対応可能な汎用性が最大の特徴だ。
具体的には、プランナーエージェント:プリンターの状態(温度、フロー量、押出速度等)を評価し、修正アクションプランを策定する。つまり、VLMが「アンダーエクストルージョン・深刻度3」と判定した場合。プランナーは「ノズル温度を5°C上昇」「フロー量を105%に変更」「印刷速度を80%に低下」といった具体的なパラメータ変更リストを生成する。
特に、エグゼキューターエージェント:プランをG-codeコマンドに変換し、プリンターにリアルタイムで送信する。したがって、たとえば「ノズル温度を5°C上昇」はM104 S205に、「フロー量を105%」はM221 S105に変換される。Klipperのgcode_macroやOctoPrintのAPI経由でプリンターのコマンドキューに注入する。
加えて、マエストロエージェント:全体を統括し、状況に応じて各エージェントの起動を制御する。例えば、軽微な欠陥(深刻度1〜2)ではプランナーのみを起動してパラメータ微調整を行い。重大欠陥(深刻度4〜5)では全エージェントをフル稼働させて包括的な修正を実行する。
とりわけ、驚くべきは結果だ。とりわけ、このシステムで製造されたパーツは。通常の開ループ印刷と比較してピーク荷重容量が5.06倍に向上した。これは印刷中にアンダーエクストルージョンや層間剥離をリアルタイムで修正し。層間接着を最適化した結果だ。さらに、14人の積層造形専門家と対面で比較テストを行った結果。LLMは主要な故障モードを高い精度で特定し、専門家レベルのエラー識別能力を示した。
結論として、このシステムの基盤はGPT-4o(ChatGPT)と。ドメイン特化の構造化プロンプトで構成される。一方、カスタム訓練が不要なため、原理的にはどのFDMプリンターにも適用可能だ。AI 3Dプリント リアルタイム修正が。特殊なハードウェアではなくソフトウェアの問題として解決されつつある。
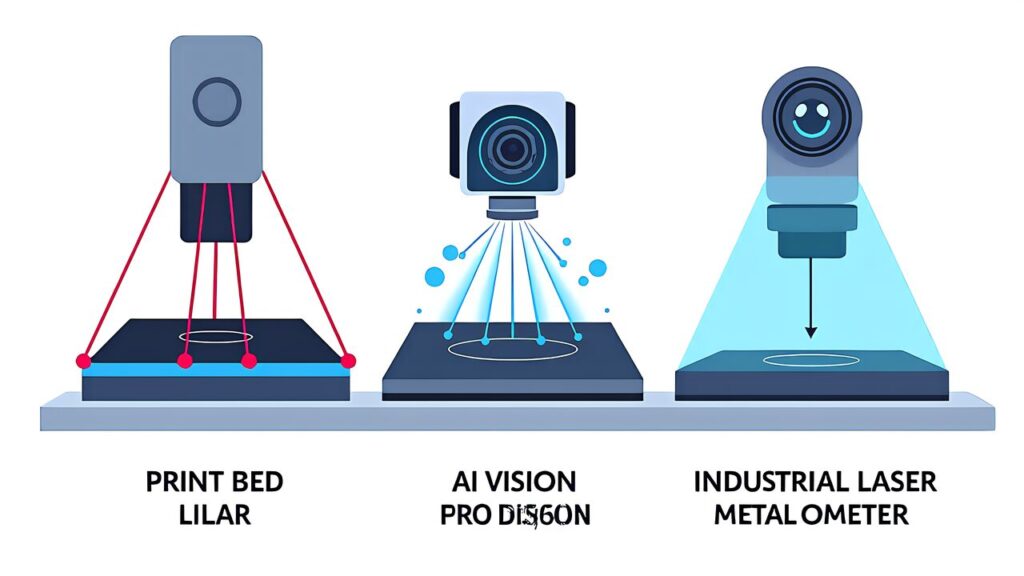
さらに、クローズドループ制御が機能するためには、センサーが不可欠だ。結論として、AI 3Dプリント リアルタイム修正を支える「目」の技術を、主要プリンターで比較する。
また、Bambu Labのマイクロ LiDARは。デュアル赤色レーザーでマイクロメートル精度の深度測定を行う。さらに、2つの独立したセンサーシステム(LiDARとアナログ力センサー)がクロスチェックすることで。ベッドレベリングの冗長性を確保している。
具体的には以下の3つの機能を実行する。また、
1. ノズル高さの精密測定:ベッドとの距離をマイクロメートル単位で計測
2. フロー量の校正:ノズルからの押出量を測定し最適値に調整
3. 第一層スキャン:印刷開始直後の第一層を走査し定着を確認
つまり、Bambu Lab X1 Carbonの日本市場価格は約¥155,800〜¥199,800(2026年3月時点、構成により変動)。具体的には、内蔵カメラは印刷プロセス全体を記録し、リモートモニタリングとタイムラプス生成に対応する。
特に、Bambu Labのマイクロ LiDARセンサーは。市販FDMプリンターに搭載された精密計測器として、クローズドループ制御の「目」の役割を担う。特に、その動作原理を技術的に掘り下げる。
同様に、デュアルレーザー三角測量方式。加えて、2本の赤色レーザーがプリントベッド表面に照射される。レーザーの反射光をCMOSイメージセンサーで受光し。三角測量の原理でノズル先端からベッド表面までの距離を算出する。2本のレーザーを独立して照射することで、ベッド表面の傾斜や局所的な凹凸を検出する。Bambu Labの公式仕様では「マイクロメートルレベルの精度」と記載されており。ノズル径0.4mm(400μm)に対して十分な分解能を持つ。
つまり、自動ベッドレベリング。同様に、プリント開始前に、ツールヘッドがベッド上を格子状に移動しながら各ポイントの高さを計測する。計測ポイント数は最大36点(6×6グリッド)。得られた高さマップからベッドの傾斜と歪みを三次元的にモデル化し。印刷中のZ軸オフセットを各ポイントごとに補正する。PEIプレートの微細な反り(0.05mm以下)も補正対象となる。
したがって、フロー量キャリブレーション。つまり、ノズルからフィラメントを押し出しながら。LiDARが押出されたビードの幅と高さをリアルタイムで計測する。理想的なビード形状との差分を検出し、押出モーターのステップ数を自動調整する。これにより、フィラメントのロット差や湿度による膨張の影響を吸収する。
例えば、第一層走査(First Layer Inspection)。したがって、第一層の印刷完了後、ツールヘッドが印刷面全体を走査し。各ラインの高さ・幅・間隔を検証する。定着不良や欠落ラインを検出した場合、Bambu Studioに警告を送信する。ただし、現時点のファームウェアでは自動修正は行わず、ユーザーへの通知に留まる。ここが「部分的クローズドループ」と呼ばれる理由だ。
アナログ力センサーとの冗長構成。例えば、LiDAR計測と並行して、ノズル先端のアナログ力センサーがベッドとの接触力を検出する。2系統の独立した計測値をクロスチェックし、一方のセンサーに異常がある場合は他方の値を優先する。この冗長設計により、LiDARの光学的誤検出(反射率の高い素材での乱反射など)を補償している。
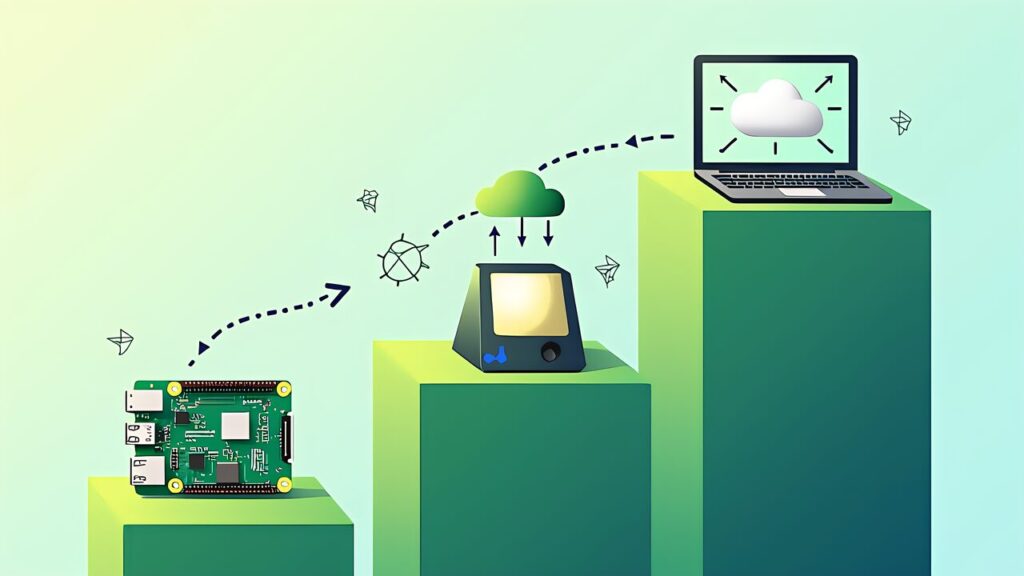
具体的には、Obicoは既存のプリンターにWebカメラを追加するだけで利用できる。とりわけ、数十万枚の3Dプリント画像で訓練されたAIモデルが。Webカメラのフィードを継続的に解析し、失敗確率スコアを算出する。閾値を超えると自動で印刷を一時停止し通知を送信する。
加えて、Raspberry Pi 5(8GB。¥12,700〜¥16,060)上でセルフホスト可能で、クラウド依存を排除できる。一方、OctoPrintとの統合により、プリンターファーム全体の一元監視にも対応する。
とりわけ、限界:Obicoの現時点の機能は「検知→通知→停止」までだ。結論として、印刷パラメータの自動修正機能は実装されていない。フィードバックループが「停止」で終わるため、厳密にはクローズドループとは言えない。
例えば、産業用金属3Dプリンター(EOS、SLM Solutions等)では。レーザー干渉計による層間計測とリアルタイム溶融プール監視が実装されている。さらに、各層の印刷後に表面を走査し、理想値との差分を検出し、次層のパラメータを自動修正する。これが「完全クローズドループ」の現時点での到達点だ。
したがって、ただし、これらのシステムは数千万円規模の産業機器であり、個人メイカーには手が届かない。
一方、AI 3Dプリント リアルタイム修正の実装難易度は、使用する素材によって大幅に異なる。また、クローズドループ制御にとって、素材特性は「制御対象の複雑さ」そのものだ。
同様に、PLAはノズル温度の許容範囲が190〜220°Cと広く。±10°Cの変動でも致命的な品質低下は起きにくい。具体的には、収縮率は約0.3〜0.5%と低く、ウォーピングのリスクも小さい。冷却ファンを全開にしてもほぼ問題ない。この「鈍感さ」が、クローズドループ制御にとっては好都合だ。AIが温度を5°C上下させる修正を行っても、素材が許容する。フィードバックの遅延や過剰補正のリスクが低い。カーネギーメロン大学の実験でPLAが選ばれたのは、この制御のしやすさが理由だ。
とりわけ、ABSはノズル温度220〜250°C。ベッド温度90〜110°Cが推奨範囲で、PLAより狭い。特に、収縮率は0.7〜0.8%と高く、ベッド温度が5°C低下するだけでウォーピングが発生する。エンクロージャ内の雰囲気温度も制御パラメータに加わるため、AIが管理すべき変数が増加する。クローズドループで修正する場合。ノズル温度・ベッド温度・冷却ファン速度・印刷速度の4変数を同時に最適化する必要がある。ASAはABSより耐候性に優れるが、制御上の難易度はほぼ同等だ。
ナイロンは吸湿性が極めて高く。保管状態によってフィラメント径が1.75mmから1.80mm以上に膨張する。加えて、この径の変動はフロー量に直結し、AIがリアルタイムで補正すべき変数となる。さらにノズル温度の推奨範囲は240〜270°Cと高温域で。温度変動に対する層間接着の感度がPLAの数倍高い。ドライボックスからの供給ラインも含めた包括的なセンシングが理想だが。現時点のFDMプリンターでフィラメント径をリアルタイム計測するセンサーは標準搭載されていない。
結論として、TPUはショア硬度85A〜95Aの柔軟素材で。クローズドループ制御にとって最も難度が高い。理由は3つある。
さらに、AI 3Dプリント リアルタイム修正が「すべての素材をPLAのように簡単に」する未来は。TPUの制御問題を解決するかどうかにかかっている。同様に、ダイレクトドライブ押出機の採用と。フィラメント経路の弾性をモデル化した制御アルゴリズムの開発が不可欠だ。
また、AI 3Dプリント リアルタイム修正のフル実装は今日時点では市販FDMプリンターでは困難だが。部分的な実装は可能だ。
つまり、最低限の投資(Raspberry Pi 5 8GB ¥12,700〜¥16,060 + Webカメラ ¥2,000〜¥5,000)で。印刷中の失敗検知と自動停止を実装できる。つまり、「24時間プリンターを監視するAIエージェント」で詳しく解説しているが、夜間印刷の「安心料」としてのROIは非常に高い。
特に、Klipperファームウェアは。Pressure Advance(圧力補正)やInput Shaper(振動補正)をリアルタイムで実行する。したがって、これらは厳密なクローズドループではないが。印刷中のダイナミックなパラメータ調整という意味では、部分的なフィードバック制御だ。
具体的には、Klipperのprinter.cfgで設定する主要な補正パラメータは以下の通りだ。
一方、Pressure Advance設定([extruder]セクション内):pressure_advance: 0.045で圧力補正係数を指定する。例えば、値が大きいほどリトラクション時の糸引きを強く補正する。PLA 0.02〜0.06、PETG 0.04〜0.08、ABS 0.03〜0.07が目安だ。pressure_advance_smooth_time: 0.040で補正の平滑化時間を指定し、急激な圧力変化による振動を抑制する。
結論として、Input Shaper設定([input_shaper]セクション):shaper_freq_x: 48.2、shaper_freq_y: 36.8で各軸の共振周波数を指定する。とりわけ、shaper_type: mzvでシェーパーアルゴリズムを選択する。mzv(Modified Zero Vibration)は残留振動の抑制と速度低下のバランスに優れる。ADXL345加速度センサーを取り付けてSHAPER_CALIBRATEコマンドを実行すれば、共振周波数を自動測定できる。
印刷中のリアルタイムパラメータ変更:Klipperは印刷中にG-codeマクロ経由でパラメータを動的に変更できる。一方、SET_PRESSURE_ADVANCE ADVANCE=0.055で印刷途中にPA値を変更する。SET_HEATER_TEMPERATURE HEATER=extruder TARGET=205でノズル温度を即時変更する。M220 S90で印刷速度を90%に低下させる。これらのコマンドをOctoPrint APIまたはMoonraker API経由で外部プログラムから送信すれば。AI連携の基盤となる。
加えて、Orca SlicerのAdaptive Pressure Advance機能は。印刷速度と加速度に応じてPA値を動的に変更する。結論として、フロー量(速度)とPressure Advanceの関係をモデル化し。任意の速度・加速度に対して最適なPA値を推定する。
カーネギーメロン大学のフレームワークはGPT-4oベースであり。技術的にはRaspberry Pi 5 + Webカメラ + ChatGPT API(またはローカルVLM)で再現可能だ。さらに、ただし、以下の課題が残る。
例えば、現時点では「研究段階」だが、2026年後半にはオープンソースの実装が登場する可能性が高い。
したがって、AI 3Dプリント リアルタイム修正には、自動化特有の危険が伴う。また、AIが誤った判断を下した場合、人間が介在しないクローズドループでは被害が拡大する。
一方、VLMが正常な印刷状態を「欠陥」と誤判定するケースがある。具体的には、たとえば、透明フィラメント(PETG Natural)は照明の角度によって層間に隙間があるように見える。AIがこれを「アンダーエクストルージョン」と判断し。フロー量を120%に引き上げれば、実際にはオーバーエクストルージョンを引き起こす。過剰な樹脂がノズル周囲に蓄積し。最悪の場合ヒートブロックに樹脂が巻き付く「ヒートクリープ」に発展する。
制御工学で「ハンチング」と呼ばれる現象がある。フィードバックゲインが高すぎると、補正値が理想値を超過し。逆方向の補正が発生し、さらにそれが過剰になるという振動的ループに陥る。特に、たとえばAIが「温度を+5°C」と補正し、次のサイクルで「温度が高すぎる。-7°C」と補正し、さらに「低すぎる。+6°C」と振動する。PID制御では微分項(D)でこの振動を抑制するが。LLMベースのシステムには組み込みのPID機構がない。プランナーエージェントの補正幅に上限を設定し。1回の補正量を最大±3%以内に制限するなどのガードレールが不可欠だ。
同様に、ノズル温度やベッド温度をAIが自律的に変更できるシステムでは、熱暴走の可能性を排除できない。加えて、AIが「層間接着を改善するため温度を上げる」と判断し続けた場合。ノズル温度が素材の分解温度(PLAで約260°C、PTFEライニングの劣化温度で約240°C)を超えるリスクがある。Klipperのファームウェアにはmax_tempパラメータ(通常260°Cに設定)が安全装置として機能するが、AI制御システムにもソフトウェア層での温度上限を二重に設定すべきだ。
max_tempより20°C低い値に制限するとりわけ、完全自律のクローズドループ制御を安全に運用するには。AI自身の判断を監視する「メタ監視層」の実装が必須だ。同様に、カーネギーメロン大学のマエストロエージェントはこの役割を部分的に担っているが。産業用途での実装にはより厳密な安全工学的アプローチが求められる。
結論として、AI 3Dプリント リアルタイム修正が完全に実装された世界では。3Dプリントの品質管理が根本的に変わる。
さらに、試行錯誤の終焉。つまり、現在、新しいフィラメントを使い始めるたびに温度タワーを印刷し。フロー量を調整し、リトラクション設定を追い込む。クローズドループAIは、印刷中にこれらのパラメータを自律的に最適化する。カーネギーメロン大学のシステムが示した「事前学習不要」という特性は、この可能性を裏付けている。
また、プリントファームの品質均一化。したがって、複数台のプリンターで同じモデルを印刷しても、個体差により品質がばらつく。クローズドループ制御は各プリンターの状態を個別にモニタリングし、同一品質の出力を保証する。「プリンター5台、人間は1人」で解説したプリントファーム運用において、品質管理コストを劇的に削減する。
具体的には、材料の自由度拡大。例えば、PLAは温度許容範囲が広く扱いやすいが、ナイロン、PC(ポリカーボネート)。TPU(柔軟素材)は温度・速度の最適範囲が狭く、経験と試行錯誤が必要だ。AI 3Dプリント リアルタイム修正は、これらの高機能素材を「PLAのように簡単に」印刷可能にする。
さらに、AI 3Dプリント リアルタイム修正 クローズドループの各技術を、成熟度で分類する。
| 技術 | 成熟度 | 利用可能時期 | 必要投資 |
|---|---|---|---|
| カメラAI監視(検知→停止) | 実用段階 | 今すぐ | RPi 5 + Webカメラ(¥15,000〜) |
| LiDAR自動キャリブレーション | 実用段階 | 今すぐ | Bambu Lab X1C(¥155,800〜) |
| Adaptive Pressure Advance | 実用段階 | 今すぐ | Klipper対応プリンター + Orca Slicer(無料) |
| LLMベース診断・補正 | 研究段階 | 2026年後半〜2027年 | RPi 5 + API利用料(月¥3,000〜) |
| 完全自律クローズドループ(FDM) | 開発段階 | 2027年以降 | 未定 |
また、今すぐ投資すべきは「カメラAI監視 + Klipper + Orca Slicer」の組み合わせだ。とりわけ、Bambu Lab X1 Carbon(¥155,800〜)を選べば。LiDAR自動キャリブレーションが標準で付属する。Raspberry Pi 5(¥12,700〜)+ Obicoのセルフホストで。既存プリンターにもカメラAI監視を後付けできる。
さらに詳しい情報はObico公式サイトでご覧いただけます。
特に、次回「AIジェネレーティブデザイン 3Dプリント実践」では、AIが設計段階で「壊れないパーツ」を自動生成する技術を解説する。一方、本記事が「印刷プロセスの最適化」なら、次回は「設計そのものの最適化」だ。