3D生成AI ファウンデーションモデル 2026最前線 — 「形」を理解するAIが印刷の常識を変える
ゲンキ swiftwand.ai

FDM方式の3Dプリンターで思い通りの精度が出ない。0.4mmノズルの積層痕が気になる。ミニチュアフィギュアの細部がつぶれてしまう。こうした不満を抱えているメイカーは少なくないはずだ。そこで注目すべきがレジン3Dプリント 入門 2026の世界である。光造形方式は、紫外線でレジン(光硬化性樹脂)を一層ずつ固めることで、FDMでは到達できない微細なディテールを実現する。本記事では、FDMユーザーの視点から光造形の基礎を徹底解説し、2026年の最新トレンドから初心者におすすめの機種選びまでを網羅する。
レジン3Dプリント 入門 2026において、まず押さえるべきは造形方式の違いだ。光造形には主に3つの方式が存在し、それぞれ原理と特性が異なる。
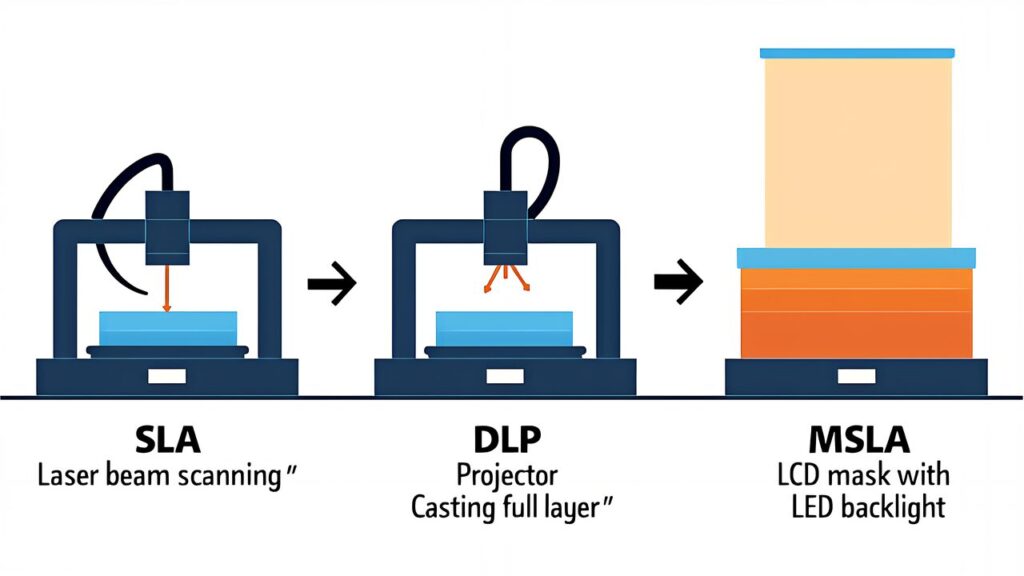
SLA(Stereolithography)方式は、レーザービームを1点ずつ走査して液体レジンを硬化させる。Formlabsの業務用機種が代表格で、XY精度は25μmレベルに達する。ただしレーザーが1点ずつ描画するため、大面積の造形には時間がかかる。
DLP(Digital Light Processing)方式は、プロジェクターで各レイヤーの画像を一括投影して硬化させる。1層あたりの露光時間が一定のため、造形面積が大きくなっても速度が落ちにくいのが利点だ。しかしプロジェクターの解像度に依存するため、大型ビルドプレートではXY解像度が低下する。
MSLA(Masked Stereolithography)方式は、LCD(液晶パネル)をマスクとして使い、LEDバックライトの紫外線を選択的に透過させてレジンを硬化する。2026年現在、コンシューマー向けレジンプリンターの主流はこのMSLA方式だ。LCDパネルの進化により、16K解像度(15360×8520ピクセル)の機種も登場し、XYピクセルピッチは18μmを切る水準に到達している。
| 方式 | 光源 | 1層の露光方法 | XY精度の目安 |
|---|---|---|---|
| SLA | レーザー | 1点ずつ走査 | 25μm |
| DLP | プロジェクター | 一括投影 | 35-75μm |
| MSLA | LED + LCD | マスク透過 | 18-50μm |
レジン3Dプリント 入門 2026を学ぶうえで、FDMとの違いを整理することは不可欠だ。両方式にはそれぞれ明確な強みと弱みがある。
精度とディテールでは、レジン方式が圧倒的に優位だ。MSLA方式のXYピクセルピッチ18μmに対し、FDMの標準ノズル径は0.4mm(400μm)。約22倍の解像度差がある。28mmスケールのTRPGミニチュアやジュエリーのワックスモデルなど、微細な表現が求められる用途ではレジン一択と言ってよい。
造形速度は用途とサイズに依存する。MSLA方式は1層あたりの露光時間が1.5〜3秒程度で、Z方向の積層速度はおおむね20〜50mm/hだ。一方、FDMは水平方向の移動速度が300〜500mm/sに達する高速機種も増えており、大型パーツではFDMが有利な場面もある。
素材の多様性はFDMに軍配が上がる。PLA、PETG、ABS、TPU、PA(ナイロン)、PC(ポリカーボネート)と幅広いフィラメントが利用できる。レジンも水洗い、ABS-Like、タフ、フレキシブル、高耐熱など種類は増えているが、機械的物性の幅ではFDMが上回る。
後処理はレジンプリントの大きな課題だ。造形後のパーツはアルコールまたは水での洗浄、UV二次硬化が必須となる。サポート痕の処理も含めると、FDMの単純な剥離に比べて工程が多い。さらに未硬化レジンの取り扱いには手袋・ゴーグル・換気が必要で、安全管理のコストもかかる。
ランニングコストは、レジン単価が1kgあたり3,000〜8,000円と幅広い。FDMのPLAフィラメントが1kgあたり2,000〜3,000円であることを考えると、素材コストはレジンが割高だ。加えてLCDパネルは消耗品であり、1,000〜2,000時間で交換が必要になる点もFDM にはないコスト要因だ。
| 比較項目 | FDM | レジン(MSLA) |
|---|---|---|
| XY精度 | 400μm(0.4mm) | 18-50μm |
| Z精度 | 50-200μm | 10-50μm |
| 造形速度 | 中〜高速 | 中速 |
| 素材の種類 | 非常に多い | 増加中 |
| 後処理の手間 | 少ない | 多い |
| 安全管理 | 基本不要 | 必須 |
| ランニングコスト | 低い | やや高い |
2026年のレジン3Dプリント 入門 2026市場は、3つの技術トレンドが牽引している。
16K解像度の普及が最大のトピックだ。Elegoo Saturn 4 Ultra 16Kは15360×8520ピクセルのモノクロLCDを搭載し、ピクセルピッチは18μmに到達した。この解像度は、肉眼では積層痕をほぼ視認できないレベルであり、射出成形品に近い表面品質を実現する。価格はAmazon.co.jpで約¥91,000(2026年4月時点)と、数年前のプロフェッショナル機に匹敵する性能をコンシューマー価格で提供している。
加熱バット(Heated Vat)技術も注目だ。レジンは温度が低いと粘度が上がり、造形精度と成功率が下がる。加熱バットはレジンを一定温度(通常25〜35°C)に保つことで、冬場の造形失敗を大幅に減らす。Anycubicの最新モデルでは、バットに内蔵ヒーターが標準搭載されるようになった。
ティルトリリース機構は、造形物をFEPフィルムから剥離する際の方式に関する革新だ。従来のストレートプル(垂直引き上げ)では、吸盤効果による大きな剥離力がかかり、細いパーツの破損リスクがあった。ティルトリリースは、ビルドプレートを傾斜させながら剥離することで、必要な力を低減し、造形の信頼性を高める。さらに剥離動作が高速化されるため、全体の造形時間短縮にも貢献する。
これら3つの技術革新により、2026年のレジンプリンターは「高精細・高信頼・高速」の三拍子を揃えつつある。FDMユーザーがレジンに参入するタイミングとしては、技術的成熟度とコストのバランスが良い時期だと言えるだろう。

レジン3Dプリント 入門 2026で最初の1台を選ぶなら、以下の2機種が有力候補だ。
Elegoo Saturn 4 Ultra 16Kは、前述の通り16K解像度(15360×8520ピクセル、ピクセルピッチ18μm)を誇るフラッグシップ機だ。10.1インチのビルドエリア(218.88×122.904×220mm)を持ち、ミニチュアからプロトタイプまで幅広い用途に対応する。ティルトリリース機構を採用し、剥離力を低減。価格はAmazon.co.jpで約¥91,000(2026年4月時点)。解像度を重視するユーザーにとって、2026年4月時点でコストパフォーマンスに優れた選択肢だ。
Anycubic Photon Mono M7 Proは、高速造形と加熱バットを強みとする機種だ。14K解像度のLCDパネルと内蔵ヒーターにより、冬場でも安定した造形が可能。造形速度は最大170mm/hをうたっており、量産に近い用途でも威力を発揮する。Anycubic独自のスライサー「Anycubic Photon Workshop」との統合も良好だ。
選び方の指針として、解像度重視ならElegoo Saturn 4 Ultra 16K、速度と安定性重視ならAnycubic Photon Mono M7 Proという棲み分けが明確だ。どちらもMSLA方式であり、モノクロLCDによる高速露光に対応している。初めてのレジンプリンターとしては、いずれも十分な性能と信頼性を備えている。
| 機種 | 解像度 | ビルドサイズ(mm) | 価格帯 |
|---|---|---|---|
| Elegoo Saturn 4 Ultra 16K | 16K(18μm) | 218.88×122.9×220 | 約¥91,000 |
| Anycubic Photon Mono M7 Pro | 14K | 大型 | 要確認 |

レジン3Dプリントを始めるにあたって、安全管理は軽視できない。FDMのPLAフィラメントとは異なり、未硬化のUVレジンは皮膚刺激性があり、適切な保護なしでの取り扱いは健康リスクを伴う。
換気は最も重要な安全対策だ。レジンからは揮発性有機化合物(VOC)が発散されるため、作業空間には十分な換気が必要だ。理想的には、プリンターを専用の部屋またはエンクロージャー内に設置し、排気ファンで外気に排出する。最低でも窓を開けた状態での運用が推奨される。活性炭フィルター付きのエンクロージャーも市販されており、VOC低減に効果的だ。
手袋の着用は必須だ。ニトリル手袋(厚さ0.1mm以上推奨)を使用し、レジンとの直接接触を避ける。ラテックス手袋はレジンの化学成分に対する耐性が不十分な場合があるため、ニトリル手袋を推奨する。手袋を外す際にも、内側が汚染されないよう注意が必要だ。
UV二次硬化は安全面でも品質面でも重要な工程だ。洗浄後のパーツを405nm波長のUVライトで数分〜十数分照射することで、表面および内部の未硬化レジンを完全に硬化させる。硬化が不十分だと、パーツが柔らかいまま変形したり、皮膚接触時にアレルギー反応を起こすリスクがある。専用のUV硬化ステーション(Elegoo Mercury Plus 2やAnycubic Wash & Cure Plus 3.0など)を導入することを強く推奨する。
廃液処理も見落としがちなポイントだ。洗浄に使用したIPA(イソプロピルアルコール)や水洗いレジンの排水には、未硬化のレジン成分が含まれている。これをそのまま排水口に流すことは環境汚染につながるため、日光に晒してUV硬化させてから、固形物として可燃ゴミに出すのが正しい処理方法だ。自治体の廃棄ルールも確認しておこう。
実際のレジン3Dプリントのワークフローを順を追って解説する。FDMとは異なるステップが多いため、全体像を把握しておくことが重要だ。
Step 1:3Dモデルの準備。STLまたはOBJファイルをスライサーソフトウェア(Chitubox、Lychee Slicerなど)に読み込む。FDMと異なり、レジンプリントではモデルを上下逆(ビルドプレートから吊り下げる形)に配置することが多い。
Step 2:サポートの配置。レジンプリントでは、オーバーハング部分にサポート構造が必要だ。スライサーの自動サポート機能を使いつつ、手動で追加・調整するのが一般的な方法だ。サポート先端の太さや密度は、パーツの強度と表面品質のトレードオフになる。
Step 3:スライスと露光設定。レイヤー厚さ(通常30〜50μm)、ボトムレイヤーの露光時間(30〜60秒)、通常レイヤーの露光時間(1.5〜3秒)などのパラメータを設定する。レジンのメーカーが推奨するプロファイルを使用するのが失敗を減らすコツだ。
Step 4:造形。スライスデータをUSBメモリまたはWi-Fi経由でプリンターに転送し、造形を開始する。バットにレジンを注ぎ、ビルドプレートを設置して開始ボタンを押す。造形中は基本的に放置できるが、最初の数層はビルドプレートへの定着を確認しておくと安心だ。
Step 5:洗浄。造形完了後、パーツをビルドプレートから取り外し、IPA(イソプロピルアルコール99%)または水(水洗いレジンの場合)で洗浄する。超音波洗浄機を使うと効率的だ。洗浄時間はレジンの種類により異なるが、通常2〜5分程度が目安だ。
Step 6:UV二次硬化。洗浄・乾燥後のパーツをUV硬化ステーションに入れ、405nmの紫外線で硬化させる。硬化時間はレジンの種類と厚さにより、2〜10分程度が一般的だ。
Step 7:サポート除去と仕上げ。サポート構造をニッパーで切除し、サポート痕をサンドペーパーで整える。必要に応じて塗装やコーティングを施して完成だ。

レジン3Dプリント 入門 2026を成功させるためには、プリンター本体だけでなく設置環境の準備が不可欠だ。FDMプリンターはリビングや書斎のデスクに置くことができるが、レジンプリンターには専用の作業スペースが必要になる。
専用テーブルの確保が第一歩だ。プリンター本体(約30×30×50cm程度)に加えて、洗浄ステーション、UV硬化ステーション、レジンボトルの保管場所、作業用トレーを配置するスペースが必要となる。最低でも幅120cm×奥行き60cm程度のテーブルを確保したい。テーブルの表面はレジンが垂れても清掃しやすいよう、シリコンマットやPPシートで覆っておくと管理が楽になる。
照明環境の管理も重要だ。UVレジンは紫外線で硬化するため、直射日光が当たる場所にプリンターを設置してはならない。窓際に設置する場合は遮光カーテンが必須だ。蛍光灯にも微量のUV成分が含まれるため、LED照明の部屋が望ましい。レジンボトルの保管も遮光が必要であり、元の不透明ボトルに入れたまま暗所で保管するのが基本だ。
温度管理は造形品質に直結する。レジンの最適使用温度は20〜30°Cで、この範囲外では粘度変化により造形精度が低下する。特に日本の冬場は室温が15°C以下になる地域も多く、暖房またはプリンター用エンクロージャー内のヒーターで温度を管理する必要がある。加熱バット付きのプリンターを選ぶか、部屋全体を暖房するかの判断は、電気代と使用頻度のバランスで決めるとよい。
排気システムの構築は安全上の最重要ポイントだ。理想的なセットアップは、プリンターをエンクロージャー(密閉型カバー)で覆い、ダクトファンで外気に排出する構成だ。市販のレジンプリンター用エンクロージャーは活性炭フィルター付きのものが1万円前後から入手可能だ。自作する場合は、アクリル板とシーリング材で密閉し、125mmのダクトファンを取り付ければ十分な排気能力を得られる。排気が屋外に出せない場合は、活性炭フィルターを通した室内循環でもVOCの低減効果がある。
環境が整ったら、いよいよ初めてのレジンプリントに挑戦する。最初の造形を失敗なく成功させるための実践的なテクニックを紹介する。
テストモデルから始めるのが鉄則だ。いきなり大きなモデルや複雑な形状に挑戦するのではなく、まず20mm角の立方体やシンプルなミニチュアで基本設定の確認を行う。Chituboxに内蔵されているテストプリントモデルは、解像度・露光時間・サポート配置の基本を確認するのに最適だ。
レジンの撹拌は見落としがちだが重要な工程だ。レジンボトルは使用前に必ず30秒以上振ってから使う。顔料や添加剤が沈殿していると、色ムラや硬化不良の原因になる。ただし、激しく振ると気泡が入るため、振った後は数分間静置してから注ぐのがコツだ。
ボトムレイヤーの設定は初心者が最も悩むパラメータだ。ボトムレイヤーとは、ビルドプレートに直接接触する最初の数層のことで、通常レイヤーより長い露光時間を設定する。一般的にはボトムレイヤー数は4〜8層、露光時間は30〜60秒が目安だ。ボトムレイヤーの露光が不足すると初期定着不良で造形物がバットに落ち、過剰だとラフト(基礎部分)がビルドプレートに強固に張り付いて剥がしにくくなる。
FEPフィルムの状態確認は造形前の必須チェック項目だ。FEPフィルムに傷やくもりがあると、そこでUV光が散乱して露光精度が低下する。指で軽く弾いたときに「ピンッ」と高い音がすれば張力は正常だ。鈍い音がする場合は張力不足で交換時期を示している。新品のFEPフィルムでも、使用前にレジンとの離型性を高めるため、PTFEスプレーを薄く塗布しておくと造形成功率が上がる。
FDMの経験があるからこそ陥りやすいレジンプリント特有の注意点がある。
落とし穴1:レベリングの感覚の違い。FDMではノズルとベッドの距離(Z-offset)を紙一枚分に調整するが、レジンプリンターではビルドプレートをバット底面のFEPフィルムに押し付けて基準面を設定する。過度に押し付けるとFEPフィルムを傷め、不足だと初期層の定着不良が起きる。
落とし穴2:「印刷したら終わり」という感覚。FDMではベッドからパーツを剥がせば完成だが、レジンプリントでは洗浄→UV硬化→サポート除去と、造形後の工程が3ステップある。この後処理を織り込んだ時間計画が必要だ。
落とし穴3:室温による影響。FDMでもABSの反りなど温度の影響はあるが、レジンは粘度が温度に大きく依存する。室温15°C以下では造形失敗率が顕著に上がるため、加熱バット付きの機種か、室温管理が可能な環境を用意すべきだ。
落とし穴4:消耗品の存在。FDMではノズルとベッドシートが消耗品だが、レジンプリンターではLCDパネルとFEPフィルムが消耗品だ。特にLCDパネルは1,000〜2,000時間で輝度が低下し、交換が必要になる。ランニングコストの計算にこれらを含めておくべきだ。
レジン3Dプリント 入門 2026を実践に移すうえで、1パーツあたりの製造コストを正しく見積もることは重要だ。FDMと比較してランニングコストが高いと言われるレジンプリントだが、パーツの大きさと用途によっては十分に経済的な選択肢となる。
レジン消費量の計算方法は、スライサーソフトウェアが自動で算出してくれる。Chituboxではスライス完了後に推定レジン消費量(ml)が表示される。たとえば28mmスケールのミニチュア1体で3〜5ml程度、歯科模型で15〜25ml程度が目安だ。標準レジンの価格が1kgあたり約3,000円(密度約1.1g/mlとして1Lあたり約3,000円)の場合、ミニチュア1体のレジン代は約10〜15円という計算になる。この水準なら、フィラメント原価と大差ないか、むしろ安い場合すらある。
電力コストは、MSLA方式のレジンプリンターの消費電力が50〜120W程度であることを考えると、8時間の造形で約10〜25円程度だ。UV硬化ステーションの消費電力(25〜50W)を加えても、電気代は無視できるレベルだ。
消耗品のコスト配分を忘れてはならない。FEPフィルムは1枚あたり300〜800円で、50〜100回程度の造形が目安だ。1回あたり5〜10円の計算になる。LCDパネルは機種にもよるが5,000〜15,000円で、1,000〜2,000時間の寿命があるため、1時間あたり5〜10円程度だ。IPAの消費量は洗浄頻度と方法により変動するが、1Lあたり1,500〜3,000円で数十回の洗浄が可能だ。
総合的なコスト計算をすると、ミニチュア1体あたりの製造原価は、レジン代15円+電気代3円+FEPフィルム5円+LCDパネル償却5円+IPA代5円で、合計約35円程度となる。これは射出成形の金型代を考慮すると、少量生産においては十分に競争力のあるコストだ。ただし、パーツが大型化するとレジン消費量が急増するため、大型パーツの量産にはFDMの方がコスト優位である場合が多い。
本記事でレジン3Dプリント 入門 2026の基礎を把握したら、次のステップとして以下のリソースを活用してほしい。
FDM方式の基礎をまだ押さえていない方は、3Dプリンター入門 2026完全ガイドでFDMの全体像を確認できる。レジンプリンターの具体的な機種選びについては、レジンプリンター 選び方 2026でさらに詳しく解説している。
公式リソースとして、各メーカーのサポートページも有用だ。
光造形の世界は、FDMとは異なる奥深さを持っている。精度・品質・用途の幅を広げたいメイカーにとって、レジンプリンターは2026年において十分に成熟した選択肢だ。16K解像度の普及、加熱バットによる安定性向上、ティルトリリースによる信頼性改善という3つの技術進化が揃った今こそ、光造形への参入に最適なタイミングだ。安全管理のルールを守りつつ、光造形のディテール表現力を存分に活用してほしい。