3Dモデル ダウンロードサイト10選【2026年最新】無料・有料STLファイル入手先
swiftwand swiftwand.ai
「コーナーで膨らむ」「壁の途切れ目に小さなブロブが残る」「シームの直前だけ押し出しが弱い」。これらの仕上がり問題は、ノズル先端で起きる流体力学的な遅延が原因で、Pressure Advance の調整不足によって発生する。
👉 Klipper Pressure Advance 計算機 — フィラメント別の推奨PA値とTUNING_TOWER設定G-codeを即座に出力する無料ツールも公開しました。
前回の Input Shaping が振動の物理を相手にしていたのに対し、Pressure Advance はエクストルーダー内部のフィラメント圧縮と溶融した樹脂の慣性という別レイヤーの物理を扱う。Klipper はこれを TUNING_TOWER コマンドと数値入力だけで詰められる体験まで作り込んでおり、フィラメント変更のたびにファームウェアを再書き込みしていた Marlin 時代とは別世界になる。
本記事では Pressure Advance の物理的な意味、TUNING_TOWER の使いこなし、フィラメント別の現実的なレンジ、Marlin Linear Advance との実装差を 2026 年 5 月の Klipper 公式情報に基づいて整理する。
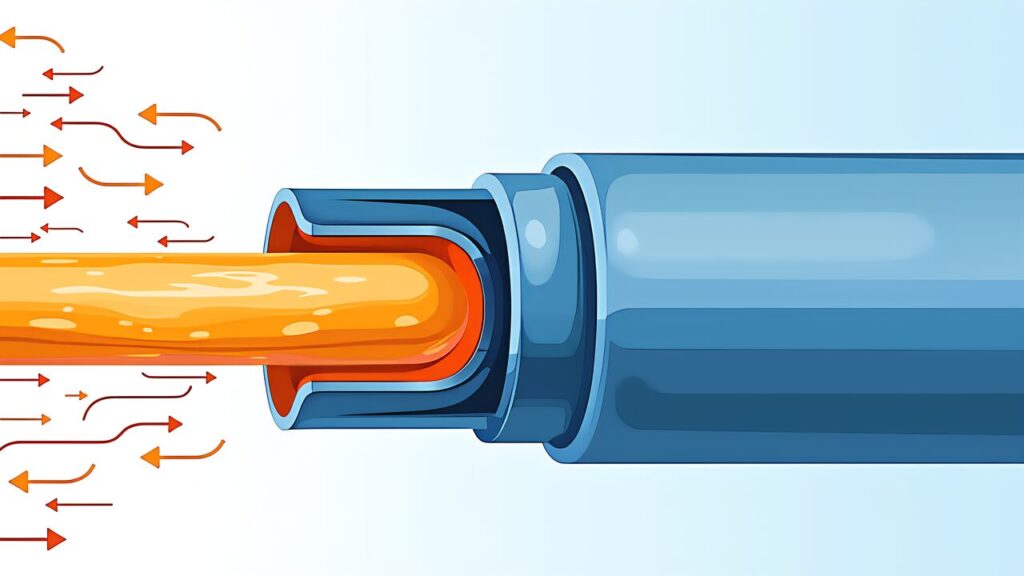
3D プリンタのエクストルーダーは、ステッパーモーターでフィラメントを押し込み、溶融した樹脂をノズル先端から押し出す。理屈の上では「ステッパーが押した量=ノズルから出る量」だが、実機では成立しない。フィラメントは圧縮性があり、ノズル内部の溶融樹脂は粘性を持ち、ホットエンドのバレル内部には圧力が蓄積する。
加速時はステッパーが回ってもすぐには樹脂が出てこず、減速時はステッパーが止まっても樹脂が遅れて漏れ続ける。これが角の手前で漏れて膨らみ、角を抜けてから引っ込むという厄介な現象を生む。
Pressure Advance はこの遅延を、エクストルーダー側の指令を「先回りさせる」ことで補正する。加速中はステッパーを通常以上に余分に回し、減速中は早めに巻き戻す。Klipper の Pressure Advance は、機械の運動学とフィラメントの圧縮性を含むモデルから「いま必要な押し出し量」を逐一計算し、ステッパー指令に重畳する。ホストにリッチな計算資源があるからこそ成立する制御で、これが Klipper の代名詞的な機能になっている。
ここで重要なのは、補正量は「速度」ではなく「圧力」を基準に算出される点だ。等速直線運動の最中ならノズル内の圧力は安定し、補正は不要になる。問題は加減速中で、フィラメントを押し込む速度が変わると、ノズル内圧の応答が物理的に遅れる。Pressure Advance はその遅れを定数として扱い、移動指令から微分情報を取り出してエクストルーダーに先行指令を出す。簡単に言えば「加速度を読んで、押し出し速度を先回り調整する」制御則だ。
実機でこの効果を最も理解しやすいのが、ベンチー(船型ベンチマーク)の窓枠や煙突部分を観察することだ。PA が低すぎる機械では、窓枠の角に膨らみ(コーナーブロブ)が出て、煙突の縦線にも微妙な太り細りが見える。PA が適切な機械では、窓枠の四隅がエッジ立った鋭い角を保ち、煙突の壁が均一な厚みで仕上がる。PA を当てる作業は、見た目で「機械が成熟したか」を一発で判定できる試金石でもある。
Pressure Advance の値は無次元のスカラーで、Klipper 公式ドキュメントによれば典型レンジは 0.050〜1.000、ボウデンエクストルーダーは高い値に出る傾向がある。値が大きいほど補正量も大きくなり、コーナーの膨らみは抑えられるが、過剰になると逆に角の手前でアンダーエクストルージョン(押し出し不足)になり、シーム部に隙間が見える失敗モードに入る。
Marlin にも対応機能として Linear Advance(M900 コマンド)が用意されている。基本のアイデアは Pressure Advance と同じで、ノズル内圧の変化に対してステッパーを先行させる。違いは2点だ。
第一に、Marlin Linear Advance は「速度ベースの近似モデル」、Klipper Pressure Advance は「圧力ベースの予測モデル」を採る。Klipper は機械のキネマティクスを陽に組み込んだ計算をするため、加減速プロファイルが複雑な区間でも追従する設計になっている。
第二に、より影響が大きいのが速度面のトレードオフだ。Marlin の Linear Advance は、コーナーで「綺麗に出すために」加速度を控えめにする実装が一般的で、結果としてコーナー周辺で印刷速度が落ちる。Klipper の Pressure Advance はこの減速を行わず、加速プロファイルを維持したままステッパー側で補正する。同じ印刷物を同じ加速度設定で出した場合、Klipper のほうが総印刷時間が短くなるのはこの違いに起因する。
加えて、Klipper の Pressure Advance は smooth time(pressure_advance_smooth_time)というパラメータで補正の平滑化時間を調整できる。これは Marlin Linear Advance には対応する設定がなく、Klipper 側で過剰補正のばたつきを抑える微調整ができる点で実用上の差を生む。
このように Pressure Advance と Linear Advance は同じ目的の機能だが、設計思想と実装の精度が違う。「Marlin だから劣る」という評価は早計で、シンプルな構成で安定運用したいなら Marlin Linear Advance も実用的な選択肢として残る。Klipper を選ぶ動機が「複雑なチューニングを自動化したい」「速度と品質を両立したい」のどちらにあるかで、適切な FW は変わる。
実装の細部に踏み込むと、Klipper の Pressure Advance は移動キューに先行する区間(lookahead window)を解析して補正値を計算する。これに対して Marlin の Linear Advance は移動指令を逐次的に処理する設計で、先読みの深さに違いがある。先読み深度が浅いと、急な加速度変化に対する補正が後手に回る。Klipper の Pressure Advance が高速かつ複雑な経路で安定するのは、この lookahead 構造の余裕に支えられている。ただし、計算コストはホストにかかるため、Pi 5 のような能力の高いホストを前提とする設計でもある。Pi 3 や Pi Zero でも Klipper は動作するが、複雑な印刷では先読みが追い付かないという報告がコミュニティで蓄積されている。Pi 5 への移行を勧めるのは、Pressure Advance が真価を発揮する条件だからでもある。
Klipper 公式の Pressure Advance ドキュメントは、TUNING_TOWER コマンドを用いた半自動キャリブレーション手順を明示している。手順は以下の通り。
最初にスライサーで square_tower.stl のような直方体タワーの G-code を生成する。設定は速度 100mm/s、レイヤー高さはノズル径の 75%(0.4mm ノズルなら 0.3mm)、インフィルゼロ、外周のみ。これは「コーナーでの膨らみ/引っ込みを目視できる」条件を作るためで、レイヤーが厚いほど現象が顕著になる。
Mainsail のコンソールから順に以下を実行する。
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500
SET_PRESSURE_ADVANCE ADVANCE_LOOKAHEAD_TIME=0
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.005
最後の TUNING_TOWER は「Z 高さに比例して PA 値を増やしていく」コマンドで、START と FACTOR の組み合わせで挙動が変わる。Direct drive エクストルーダーなら FACTOR=.005、Bowden なら FACTOR=.020 が Klipper 公式の推奨値だ。Direct drive で 20mm の高さに到達した時点で PA=0.1 に達する勾配、Bowden で 20mm 高さで PA=0.4 に達する勾配になる。
印刷が終わったら、目視で「最も角がシャープに、膨らみも引っ込みもなく見えるレイヤー高さ」をデジタルノギスで測る。その高さを pressure_advance = START + 測定高さ × FACTOR の式に代入すれば、最適な PA 値が出る。例えば Direct drive で測定高さが 8mm なら PA=0.04、Bowden で 12mm なら PA=0.24 という具合だ。
得られた値を printer.cfg の [extruder] セクションに pressure_advance: 0.04 のように書き、SAVE_CONFIG で保存すれば、再起動後から有効になる。
Pressure Advance はエクストルーダー、ノズル、フィラメントの組み合わせで決まる。同じプリンタでも、PLA と PETG では値が大きく違うのが通常だ。Klipper コミュニティで広く共有されている目安レンジは以下のような形になるが、これは絶対的な値ではなく自機での再測定が必須であることに留意したい。
| エクストルーダー型 | フィラメント | 目安レンジ | 補足 |
|---|---|---|---|
| Direct drive | PLA | 0.02〜0.05 | 短いフィラメントパス、低めに収まる |
| Direct drive | PETG | 0.04〜0.08 | PLA より粘性が高く 50〜100% 程度高めに |
| Direct drive | ABS | 0.03〜0.06 | ホットエンド温度で変動 |
| Direct drive | TPU | 0.5〜1.0 | 圧縮性が高く非常に大きな値が必要 |
| Bowden | PLA | 0.10〜0.20 | チューブ内の圧縮分が乗る |
| Bowden | PETG | 0.15〜0.30 | PLA より高め |
| Bowden | ABS | 0.10〜0.18 | — |
PLA と PETG の関係について、コミュニティでは「同じプリンタなら PETG は PLA より 50〜100% 高い PA が必要になる傾向」が経験則として知られている。これはフィラメント側の粘性とノズルでの抵抗が PETG のほうが大きいことに起因する。ただし「Polymaker の PLA」と「ESUN の PLA」のような銘柄差も小さくないため、新しいスプールを使い始めたら最低でも一度は TUNING_TOWER を回す習慣が必要になる。湿度の影響も無視できず、保管期間が長く吸湿したフィラメントは未使用品と挙動が変わるため、フィラメント乾燥の運用と合わせて再キャリブレーションのタイミングを設計したい。
TPU は別格で、シリコンゴムに近い圧縮性ゆえに PA を 0.5 を超える値で運用するケースが珍しくない。逆に PA をきちんと当てられれば、TPU でもコーナーがシャープに出るため、目に見える効果を実感しやすい素材でもある。TPU は粘性が高くノズル詰まりも起こしやすいため、PA 調整と並行してリトラクション距離・速度の見直しを行うと、印刷の安定度がさらに上がる。

Klipper の Pressure Advance には pressure_advance_smooth_time というパラメータがあり、デフォルトは 0.040 秒。これは PA の補正信号を平滑化する時間定数で、値を大きくするとばたつきを抑えるが補正の追従性が落ちる。多くの環境ではデフォルトのまま運用して問題ないが、極端に高速な印刷(500mm/s 超)や応答が暴れるエクストルーダーで微調整する余地がある。
ADVANCE_LOOKAHEAD_TIME も TUNING_TOWER 実行時にゼロにする運用が公式手順だ。これは「PA 値を切り替えた直後の緩衝時間」を制御するパラメータで、テスト中は瞬時に切り替えたいためゼロにする。実印刷中はデフォルトのまま運用するのが無難で、特殊な G-code マクロで PA を動的に変える場合のみ意識すればよい。
OrcaSlicer は Klipper の Pressure Advance キャリブレーションを「PA Pattern」として GUI から実行できる機能を備えている。スライサーが直接テストパターンを生成し、印刷後の写真からユーザが値を入力すると、フィラメントプロファイルに値が保存されるワークフローだ。Klipper 単体での TUNING_TOWER 操作に比べて手順が短く、フィラメント別プロファイル管理が一元化されるため、複数のフィラメントを使い分ける運用には OrcaSlicer 側のキャリブレーション機能を併用するのが効率的だ。
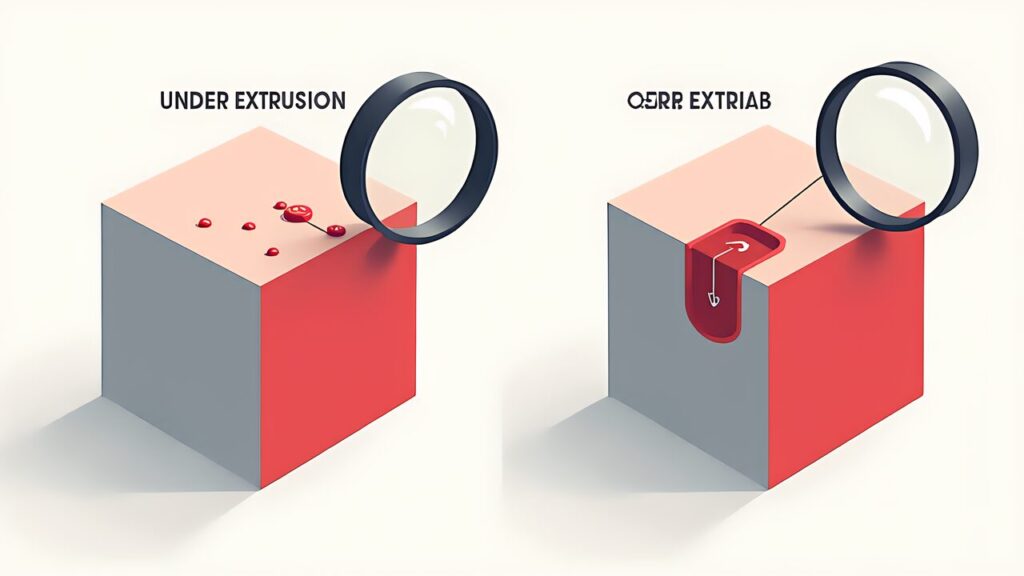
第一の罠は「PA を大きくしすぎる」だ。コーナーの膨らみが消えたからと欲張ると、コーナーの手前にアンダーエクストルージョンが出始める。シーム部に細い隙間が並ぶようになったら、PA を 0.005〜0.01 程度下げて再評価する。
第二の罠は「フィラメントを変えたのに PA を更新していない」状態。新しい銘柄に切り替えた直後、コーナーの仕上がりが急に悪くなった場合は、PA 再キャリブレーションを最初に疑う。Bowden 構成では特に顕著で、PETG から PLA に戻したのに 0.2 の値を引きずっていれば、コーナー手前にスカスカの隙間ができる。スライサー側のフィラメントプロファイルに値を紐付ける運用に切り替えれば、この種のミスを構造的に防止できる。
第三の罠は「ホットエンド温度に対する感度を見落とす」。同じ PLA でも 200°C と 215°C では粘性が変わり、最適 PA 値も微妙にズレる。一度キャリブレーションした値を恒久値として運用するのではなく、印刷温度プロファイルを変えるたびに再確認する姿勢が、トラブルを未然に防ぐ。Voron コミュニティでは「温度ごとに PA 値を分けたフィラメントプロファイル」を運用する例も見られ、シビアな造形で品質を追求する層には参考になる。
加えて、ノズル径も影響する。0.4mm ノズルから 0.6mm に変えると、流量が増えるためフィラメントの圧縮挙動も変わる。0.6mm ノズルは PA 値が一般に小さくなる傾向があるが、これも自機での再キャリブレーションが必須だ。ハードウェアの変更があれば、それがどんな部品でも、まず TUNING_TOWER を回す癖をつけたい。

応用編として、Klipper はマクロを使って印刷物の途中で PA 値を切り替えることも可能だ。例えば「外周だけ高め、インフィルだけ低め」のような切り替えを、スライサー側のカスタム G-code から SET_PRESSURE_ADVANCE ADVANCE=0.04 のように差し込めば、領域別に最適化できる。これは Bambu Studio や OrcaSlicer のような新世代スライサーがサポートする仕組みで、フィラメントタイプを問わず印刷品質の伸びしろが見込める。
ただし切り替えは慎重に行う必要がある。PA 値を急に変えると、その瞬間の押し出しに段差が出る。実用上は smooth time を維持しつつ、レイヤー単位で値を切り替えるのが無難だ。多くのスライサーは「フィラメント変更ポイント」や「色変更ポイント」で自動的に PA 切り替えコマンドを挿入するオプションを備えており、複数色印刷で別フィラメントを使う場合の差を吸収する設計になっている。
この高度な使い方は Klipper 入門の段階では不要だが、将来的に Voron の AMS 互換システム(ERCF)や Mosaic Palette のような後付けマルチカラーシステムを使う場合に重要になる知識だ。Pressure Advance を「単一値の固定パラメータ」として扱うのではなく、「動的に切り替えられる関数」として扱う発想が、Klipper のマクロエコシステムの真価を引き出す。

OrcaSlicer は Bambu Studio から派生したオープンソースのスライサーで、Klipper との相性が良い設計になっている。「Calibration」メニューから Pressure Advance テストを起動すると、自動的にテスト用の G-code を生成し、印刷物の写真から値を逆算する補助機能が使える。
ただし注意点として、OrcaSlicer の PA Pattern は Klipper の TUNING_TOWER そのものではなく、独自のテストパターンを使う実装になっている。結果として、Klipper の TUNING_TOWER と OrcaSlicer の PA Pattern では微妙に異なる値が出ることがある。両方を試して自分の機械に合う方を選ぶ、というのが現実的な運用だ。Bambu Studio や PrusaSlicer にも類似のキャリブレーションウィザードが用意されており、スライサー側から駆動する選択肢が広がっている。
複数のフィラメントを使い分ける運用では、スライサー側のフィラメントプロファイルに PA 値を保存しておくのが定番だ。Klipper の printer.cfg 側で固定値を持たせると、プロファイル切り替えを忘れやすい。スライサーが G-code 先頭に SET_PRESSURE_ADVANCE ADVANCE=0.04 を吐き出す設定にしておけば、印刷ごとに正しい値が自動投入される。OrcaSlicer なら「Filament settings → Custom G-code → Filament start G-code」に書き、Bambu Studio や Cura でも同等の項目がある。
このスライサー側からの注入方式は、Pressure Advance だけでなく Input Shaper の動的切り替えにも応用できる。フィラメント間で剛性差があるなら Shaper の周波数を切り替える、という運用も理論上は可能で、極限まで詰めたい層には次の探求課題になる。Klipper のマクロエコシステムは奥が深く、Pressure Advance はその入り口に過ぎない位置付けだ。
Pressure Advance はノズル先端の流体力学的遅延を補正する制御で、コーナー膨らみ・シーム不良・押し出しムラを解決する。Klipper では TUNING_TOWER という半自動コマンドで値を求められ、Direct drive で FACTOR=.005、Bowden で FACTOR=.020 という Klipper 公式推奨が出発点になる。Marlin の Linear Advance も同等機能だが、減速の有無とパラメータ構造で差があり、Klipper のほうが総印刷時間で優位に立つ。フィラメント・ノズル・温度の組み合わせごとに値が変わるため、機材を変えたら必ず再キャリブレーションを行う運用習慣が、Pressure Advance を活かす絶対条件になる。
明日は Klipper のもう一つの実用拡張、KAMP(Klipper Adaptive Meshing & Purging)を扱う。Adaptive Mesh と Smart Park、Line Purge を組み合わせることで、印刷時間を実質的に短縮しつつ品質も上がるという、Klipper 0.13.0 環境ではほぼ標準採用級の拡張だ。Pressure Advance の地味なチューニングと違って効果が劇的なので、楽しみにしてほしい。Voron Trident や Creality K2、Anycubic Kobra S1(Rinkhals 経由)など Klipper を採用するハイエンド機種では、すでに「Adaptive Mesh は事実上の標準」として組み込まれている。Bambu Lab は独自ファームウェアだが、内部の最適化は同等の効果を実現している。
なお、Klipper 全体の前提知識は Klipper 入門 の Klipper 入門 2026 を、振動補正は Input Shaping 完全攻略 の Input Shaping 完全攻略 を参照されたい。Pressure Advance と Input Shaping は組み合わせて運用するもので、片方だけでは仕上がりが片肺になる。
最後に運用面の補足として、Klipper コミュニティで広く参照されている Ellis’ Print Tuning Guide も併せて推奨する。このガイドは Pressure Advance、Input Shaping、フローキャリブレーション、温度タワーといった主要なチューニング手順を統合したリソースで、Voron 系の Discord サーバーでも頻繁に推奨されている。本記事と Ellis’ のガイドを併用すれば、Klipper のチューニング体系を体系的に網羅できる。
Pressure Advance を一度しっかり当てた上で日常運用を始めると、印刷物の品質に対する観察眼が変わる。ベンチー、テストキューブ、機能パーツのいずれを刷っても「ここが膨らんでいる、ここがアンダーだ」という診断的な視点が育ち、その都度の PA 微調整につながる。Klipper を選んだ意味の半分は、この自分の機械への理解を深めるプロセスにある。